MODELUL IN PROTETICA FIXA
Modelul reprezinta o veriga importanta m procesul tehnologic al protezelor fixe. Nu este suficient ca amprenta sa fie de calitate. Este necesar ca aceasta sa parvina m timp util in laboratorul de tehnica dentara (in functie de materialul de amprenta) unde se realizeaza modelul. Un model care prezinta imperfectiuni poate compromite piesa protetica finita, anuland eforturile fizice si materiale, atat ale medicului, cat si ale tehnicianului, din cursul tehnologiei oricarei proteze fixe.
Mai bine de un secol, in stomatologie modelele (de studiu, de lucru si duplicat) au fost si sunt inca obtinute prin diferite procedee tehnologice de realizare (tumarea amprentei, indesare, galvanizare, pulverizarea aliajelor sau prin ardere). Aceste modele pot fi incadrate m asa zisa grupa a modelelor traditionale fizice si analoge. Sunt modele obtinute prin diferite tehnologii m laboratoml de tehnica dentara, pe baza unor amprente chimico-manuale ale campului protetic, fiind corpuri fizice confectionate, de obicei, din materiale dure.
In ultimle decenii a aparut notiunea de modele virtuale, obtinute prin procedee de modelare numerica, de obicei pe baza unei amprente optice. Au fost denumite virtuale, deoarece ele pot fi vizualizate doar pe monitoare, neexistand ca si corpuri fizice. Practic, ele rezulta m urma preluarii tridimensionale a campului protetic prin diferite metode, datele fiind stocate, prelucrate si redate de catre un calculator.
MODELUL TRADITIONAL FIZIC SI ANALOG
Confectionarea modelului traditional, copia fidela a campului protetic amprentat anterior, reprezinta prima faza de laborator si serveste la confectionarea oricarei proteze fixe dupa o amprentare conventionala a campului protetic (2).
Deoarece etapa de confectionare a modelului fizic este adeseori tratata cu superficialitate sau chiar pasata' in laborator unui incepator, fiindca acesta trebuie sa debuteze de obicei cu tumarea amprentelor'. Vom cauta pe parcursul acestui modul sa acordam confectionarii modelului locul cuvenit in tehnologia realizarii unor proteze fixe. in protetica fixa exista mai
multe tipuri de modele traditionale : modele de studiu si/sau documentare (pe care se pune diagnosticul, se fac evaluari si masuratori), modele de lucru (pe care se confectioneaza viitoarea piesa protetica) si modele duplicate.
Orice model fizic este alcatuit din doua parti care formeaza un tot unitar: modelul propriu-zis si soclul. Aceste componente au functii diferite si pot fi constituite din acelasi material sau din materiale diferite, depinzand de piesa protetica si de tehnologia ei (3).
Deoarece modelul reprezinta etapa urmatoare amprentarii campului protetic, el trebuie sa compenseze coeficientul de contractie al materialului de amprenta printr-o dilatare corespunzatoare. in acest sens, fiecarui tip de material de amprentare ii corespunde un anumit material de model care compenseaza modificarile de volum ale amprentei.
Modelelor (pe care se realizeaza protezele fixe), le sunt impuse anumite conditii esentiale si utile:
a) conditii esentiale:
exactitate dimensionala;
capacitate de reproducere fidela a detaliilor;
duritatea suprafetelor (rezistenta la abrazie).
b) conditii utile:
manipulare usoara;
confectionare rapida;
compatibilitate cu materialele de amprenta.
Materialele de amprentare si' cele din care se confectioneaza modele trebuie sa fie compatibile din punct de vedere mecanic, fizic si chimic.
a) compatibilitatea mecanica:
in amprentele luate cu materiale elastice nu se pot indesa (fula) materiale cu vascozitate si greutate proprie mare: de exemplu, m amprentele din elastomeri de sinteza sau hidrocoloizi nu se pot obtine modele din amalgam (4).
b) compatibilitatea fizica:
Acest gen de compatibilitate comporta doua aspecte esentiale:
compensarea volumetrica materialului de model, cand amprenta sufera contractii sau expansiuni;
compatibilitatea termica, de exemplu reactia exoterma a polimerizarii unor rasini deformeaza un material termoplastic de amprentare.
c) compatibilitatea chimica:
In cazul acestui tip de compatibilitate exista posibilitatea ca materialul de confectionat model sa adere la cel de amprenta, prin formarea de legaturi chimice. Dimpotriva, este posibila impiedicarea reactiei de priza a materialului de model la suprafata acestuia datorita unor substante inhibante din compozitia materialului de amprenta (gipsul nu face priza la nivelul suprafetei de contact cu materiatele de amprenta care contin borax - Na2B407' lOHzO) (3).
1. DE LA AMPRENTA LA MODEL
Dupa ce amprenta a obtinut calificativul clinicianului buna pentru tumare', aceasta va ajunge in laborator. Drumul amprentei din cabinet catre laborator poate fi scurt sau lung, continuu sau intrempt (se cunosc situatii in care laboratoarele sunt situate la mii de kilometri de
cabinete). Intervalul de timp si temperatura scurse de la amprentare pana in momentul confectionarii modelului influenteaza decisiv calitatea viitoarei piese protetice (9).
1.1. VERIFICAREA AMPRENTEI
Inainte de tumarea, indesarea, galvanizarea sau pulverizarea materialelor din care se confectioneaza modelele, atat medicul, cat si tehnicianul verifica calitatea amprentei si mai ales prezenta unor defecte vizibile ale amprentei (9):
prezenta unor spatii intre cele doua mase de elastomeri sau hidrocoloizi de consistente diferite;
prezenta unor incluziuni de aer;
lipsa de aderenta a materialelor de amprenta la linguri, cu antrenarea unor deplasari ale materialelor;
prezenta unor resturi de sange, saliva, dentina sau tartru. .
1.2. MOMENTUL CONFECTIONARII MODELULUI
Materialul de amprenta utilizat determina momentul potrivit pentm realizarea modelului:
in cazul materialelor de amprenta de tipul hidrocoloizilor ireversibili este necesar ca modelul sa fie turnat imediat dupa spalarea amprentei. 0 baie de neutralizare sau de sulfat de potasiu este utila doar atunci cand producatorul materialului de amprenta indica aceasta (situatie din ce m ce mai rara). Redam compozi 343b17d tia unei solutii de neutralizare: ZnS04 2%, alaun 4%, K2S04 2% -2 minute. Din pacate nu toate gipsurile Stone sunt influentate pozitiv de aceste bai. Amprenta nu se mai spala dupa tratarea ei m solutiile de mai sus. In aceste cazuri ea se va tuma cu un gips superdur (VELMIX, FUJI-ROCK). Odata turnata o astfel de amprenta, va -fi depusa intr-o atmosfera saturata cu apa care imbunatateste proprietatile mecanice ale materialelor de model. Demularea se face la o ora de la tumare, dar duritatea finala nu se atinge decat la 24h de la finalizarea turnarii modelului (11).
amprentele din elastomeri de sinteza, dupa indepartarea de pe campul protetic, trebuie sa stea aproximativ 30 minute inainte ca modelele sa fie turnate, deoarece aceste materiale prezinta o contractie elastica intarziata, care se incheie abia dupa circa 20-30 minute. inainte de a fi tumate, amprentele din elastomeri de sinteza, care se transporta in laborator de la distante mari, in diferite conditii de temperatura, trebuie bine racite, apoi depozitate 30 minute la temperatura camerei, pentru a-si compensa contractia termic dependenta. Doar amprentele din elastomeri de sinteza se pot pastra uscate si depozita la temperatura camerei (11).
- materialele de amprenta pe baza de siliconi cu reactie de condensare pot astepta pana la 48-72 ore pentru turnarea modelului.
- materialele de amprenta pe baza de siliconi cu reactie de aditie si gumele polieterice pot fi pastrate timp mai indelungat fara a se deteriora (7, respectiv 14 zile). La amprentele realizate cu Impregnum este necesara indepartarea oricaror urme de apa, daca acestea se pastreaza pe amprenta.
- inainte de tumarea modelului este necesar ca orice amprenta luata cu materiale elastice sa fie uscata.
1.3. REALIZAREA UNUI MODEL DIN GIPS DUR
Alegerea gipsului dur sau superdur se face in functie de piesa protetica ce trebuie confectionata si de materialul de amprenta utilizat. De exemplu, pentru hidrocoloizii reversibili, se folosesc gipsuri dure, care dupa contactul cu materialul de amprenta au o capacitate de redare exacta a detaliilor. Proprietatile principale ale unui anumit tip de gips (expansiunea liniara de priza, rezistenta la compresiune, duritatea) sunt valabile doar daca au fost testate m conditii standard.
Produsele care nu corespund testelor DIN, specificarilor ADA sau standardelor ISO (pentru gipsurile de confectionat modele) nu prezinta garantii. Rezultatele diferite obtinute in cazul unor produse testate se datoreaza de obicei diferentelor in procesul de fabricatie a gipsurilor.
Dozarea gipsurilor
Pentm malaxare se folosesc instmmente curate si fara resturi de gips vechi. Pulberea de gipsuri dure si apa distilata se vor doza dupa indicatiile producatorului.
Apa distilata se pune in bol, iar pulberea de gips se adauga ulterior incet (gipsul va absorbi apa in cel putin 20 secunde). Pentru a se obtine o pasta bine amestecata in timp scurt, gipsul nu se adauga deodata in cantitate mare. Cand se folosesc cantitati de gips mari (de aproximativ 400 g), timpul de amestecare cu vacuum-malaxoml este de 30 secunde, iar manual se vor face cate doua miscari de malaxare pe secunda, timp de un minut.
Realizarea modelelor din gips
Timpul de prelucrare al gipsurilor naturale reprezinta in general 2/3 din timpul de priza. Amprenta se pune cu impresiunile in sus pe o masa vibratoare, iar gipsul se toama in cantitati mici, sub vibratie pe marginea amprentei. Astfel, riscurile aparitiei incluziunilor de aer sunt mai diminuate.
Amprentele din hidrocoloizi reversibili sau gume polieterice m care s-a turnat un gips dur, pentru ca duritatea acestuia sa nu se diminueze, se vor mentine intr-o ambianta cu o umiditate de 100% pana la sfarsitul rehidratarii (prizei) gipsului. Pastrarea m mediu umed nu este indicata in cazul polisulfurilor sau siliconilor cu reactie de aditie.
Dupa terminarea prizei materialului, modelele se demuleaza si se depoziteaza la temperatura camerei. Timpul de priza variaza de la material la material, fiind de circa 20-30 minute (12).
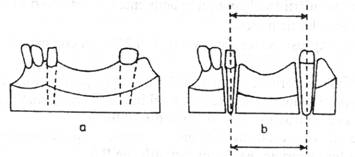
Soclarea modelelor
Suprafetele laterale ale soclurilor se sectioneaza la 70 (superior) si 65 (inferior) fata de ul frontal. in regiunea frontala modelul maxilar se sectioneaza m bizou formand cu acelasi frontal un unghi de 30. Cele douajumatati frontale trebuie sa fie egale. Posterior molarilor de 6 ani, modelele se sectioneaza oblic, formandu-se cu ul frontal un unghi de 115. Modelul
inferior se rotunjeste in regiunea frontala, de la canin la canin. Manopera se face, deobicei la soclator, respectand liniile trasate anterior.
Urmeaza soclarea bazei modelelor care trebuie sa fie paralela cu ul de ocluzie, inaltimea ficaruia ajungand m final la 3,5 cm (11).
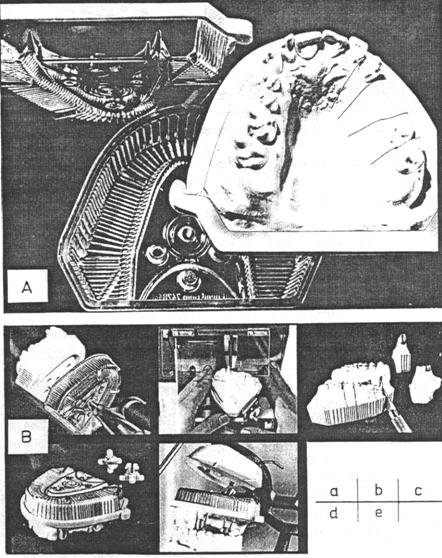
Acest gen de soclare a fost recomandat de Korkliaus si Bruckl, care tin cont de ul medio-sagital si ul ocluzal. Astazi se folosesc conformatoare din materiale elastice care usureaza mult munca tehnicienilor.
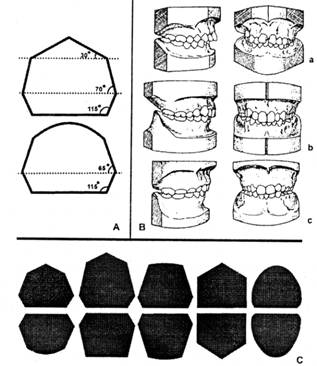
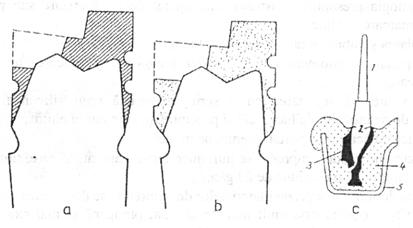
Diferite modalitati de soclare a modelelor: A - Taierea soclurilor dupa Groberty; B - Posibilitati de prelucrare a soclurilor: a - model realizat in conformator din material plastic; b - model soclat; c - soclare prin slefuire la piatra; C - Conformatoare din materiale elastice pentru soclu
Etichetarea modelelor
Pentru o identificare mai usoara, atat pe modelul superior, cat si pe cel inferior vor fi inscriptionate cifre, litere sau chiar initialele numelui pacientului si medicului.
Se va mentiona eventual si data confectionarii modelului (cu precadere pe modelele documentare).
Recomandari
Tumarea soclului dintr-un gips pentru amprenta sau din varietatea de gips alabastru, este apanajul unor tehnologii vechi de realizare a modelelor.
Pentru a nu apare deformarea modelului, soclul se confectioneaza dintr-un gips dur cu un coeficient mic de expansiune liniara de priza.
Gipsul pentru soclu se toarna dupa 20 minute de la inceputul malaxarii primului strat de gips (din care s-a tumat modelul propriu-zis).
Un gips dur face priza dupa maximum 20 minute, dar abia atunci incepe procesul de expansiune. Astfel, la tumarea soclului dupa 20 minute, modificarea dimensiunilor totale ale modelului propriu-zis este mai mica decat daca s-ar tuma gipsul pentru soclu la doua ore dupa inceperea malaxarii primului strat, deoarece acesta a atins 90% din expansiunea maxima de priza.
Finisarea modelului din gips dur si taierea bonturilor mobile se face fara ca modetul sa ajunga in contact cu apa. Apa determina marirea dimensiunilor modelului cu un coeficient de 1/3 din cel al expansiunii de priza (10).
Este recomandabil ca soclurile modelelor cu bonturi mobilizabile sa fie turnate exclusiv din gipsuri dure. Pentru unele sisteme de confectionare a modelelor cu bonturi mobilizabile, soclurile trebuie tumate din aceeasi clasa de gips din care s-a realizat modelul propriu-zis. La aceste sisteme, soclul se confunda cu modelul propriu-zis (ACCU-TRAC, HIGH-TECH, cap.l6.1.5.3.4.si 7.).
1.4. FACTORI CARE INFLUENTEAZA PROPRIETATILE MODELELOR DIN GIPS
Cu cat un model din gips dur se depoziteaza mai mult timp la temperatura camerei, cu atat ii cresc proprietatile de rezistenta si scade expansiunea de priza. Cele mai ridicate valori de duritate si rezistenta se obtin dupa sapte zile de conservare la 23 C si umiditate ambianta de 50%. Expansiunea de priza creste timp de 24h, apoi modelul uscat se contracta liniar 0,05% la 23 C si 50% umiditate ambianta. Desigur ca datele prezentate difera de la un material la altul.
Dupa normele DIN 13911, expansiunea liniara de priza dupa doua ore, corespunde cu dilatarea maxima obtinuta la 30 minute dupa separarea modelului de amprenta.
Deoarece orice material elastic de amprenta se contracta (hidrocoloizii mai mult decat elastomerii de sinteza), negativul campului protetic va avea un gabarit mai mare (in situatia cand materialul de amprenta adera bine la lingura). Rezulta ca modelul va avea si el un gabarit mai mare decat campul protetic, egal cu suma valorilor contractiei amprentei si expansiunii de priza a gipsurilor. Drept urmare, este recomandabil ca pentru lucrarile de precizie amprenta sa fie luata cu o lingura individuala. Aceasta are o grosime a peretilor de minim 3 mm (vestibular si palatinal), prezentand astfel o suprafata dura cu margini inalte necesara pentru a fixa materialul de amprenta de lingura. Astfel este evitata contractia la nivelul centrului de greutate in sagital.
2. CLASIFICAREA MODELELOR IN PROTEZAREA FIXA
Modelele se pot clasifica m functie de mai multe criterii:
A) Dupa materialele din care sunt confectionate (168):
gipsuri:
a dure-clasa 111 DIN 13911
a extradure - clasa IV DIN 13911 (Extrahart, Stone)
a cimenturi.
metale:
v depuse pe cale galvanica;
v aliaje usor fuzibile;
v aliaje topite si pulverizate;
v aamalgame.
polimeri:
v rasini acrilice;
v poliuretanice;
v aepoxidice cu adaos de umpluturi anorganice;
v epiminice;
materiale compozite;
siliconi.
B) Dupa tehnologia de realizare:
turnate - din gipsuri, mase plastice, aliaje usor fuzibile;
indesate - cimenturi (FOZ, silicat), amalgame;
galvanizate, pulverizate - din metale/aliaje;
prin ardere de mase ceramice.
C) Dupa caracterul de fixitate sau posibilitatea de mobilizare a bontului (bonturilor):
cu bonturi fixe;
cu bonturi mobilizabile.
D) Dupa destinatia modelului:
document;
de studiu si diagnostic;
de lucru (pentru proteze unidentare, RPF etc);
duplicat.
3. CLASIFICAREA MATERIALELOR UTILIZATE LA CONFECTIONAREA MODELELOR PENTRU PROTEZE FIXE
Pentru confectionarea unui astfel de model m laboratorul de tehnica dentara, se folosesc mai multe materiale.
Alegerea unui material se face m functie de:
proprietatile mecano-fizice si chimice;
natura materialului de amprenta;
tehnologia de realizare a modelului pentru care s-a optat. Ideal, materialele din care se confectioneaza modelele pentru RPF trebuie' sa indeplineasca o serie de conditii dupa cum urmeaza:
1. stabilitatea formei si a volumului;
2. exactitatea (fidelitatea);
3. plasticitatea initiala;
4. timpul de priza convenabil;
5. consistenta;
6. rezistenta la mpere si presiune,
7. rezistenta la abrazie;
8. calitatea suprafetelor;
9. posibilitati de corectie si/sau adaugare;
10. stabilitate chimica;
11. prelucrabilitate usoara,
in functie de tehnologia de realizare a modelelor pentru proteze unidentare si PPF, materialele se pot clasifica conform schemei din . 16.2.
La ora actuala, pentru confectionarea unui model se pot utiliza mai multe categorii de materiale care apartin unor familii distincte:
A. Gipsuri (naturale si sintetice) DupaDIN
gr. II - alabastru (P CaS04-l/2H20);
gr. 111 - dure (Moldano, Begodur, Duralit, Vel-Mix Stone etc.);
gr. IV - extradure, extrahart, Stone (Fujirock, Tewestone, Diastone, Plastone, Vel-Mix Stone, Alphatop 81, Supra-Stone etc.).
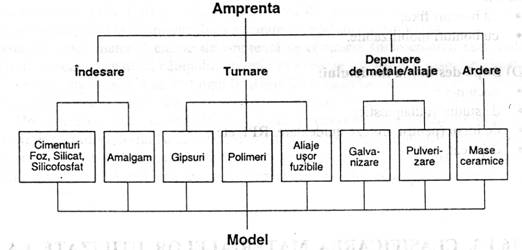
. 16.2. Clasificarea modelelor pentru realizarea protezelor fixe in functie de tehnologiile de realizare
Dupa ISO si specificarea ADA 25:
gr. 11 - dentalplaster;
gr. 111 - dental stone;
gr. IV- dental stone, high strength (Girodur IV-C, Girostone IV-N, Girrock IV-C, Moldastone, Alphadur 700, Tewestone, Prima-Rock etc.);
gr. V - dental stone. high strength, high expansion.
Gipsurile, in functie de clasa din care fac parte, au un grad diferit de expansiune de priza,care ar trebui sa coincida cu gradul de contractie al materialului de amprenta. in . 16.3. sunt redate expansiunile specifice a celor mai utilizate gipsuri dentare. Proprietatile si prepararea acestor materiale difera de la un produs la altul; ele au evoluat continuu, fiind si azi cele mai utilizate materiale pentru realizarea modelelor.
 B. Polimeri
B. Polimeri
a) rasini acrilice - nu se mai intrebumteaza, decat foarte rar;
b) materiale compozite (contin faza organica si faza anorganica):
|
|
- rasini epinunice - cu rezerve, contractie dimensionala homotetica de aproximativ 0.6%, necesita tehnici de compensare;
- rasini epoxidice - timp de priza 15-20 minute, contractie 0,2%, reproduc detalii de 25 ^im, necesita solutii de separare (izolare) a amprentelor si sunt compatibile cu polisulfurile, polieterii si siliconii. Produse: Epoxydent, Epoxy Die, Model Plast Epoxy etc.
- poliuretanii - au proprietati deosebite:
rezistenta la compresiune 60 N/mm2, fidelitate extraordinara, necesita insa un timp indelungat de priza (aproximativ 3-^ h) si amprente uscate.
C. Materiale Compozite
Au patruns mai recent in sfera materialelor pentru modele. Ele sunt utilizate mai des pentru realizarea modelelor unitare. Cele fotopolimerizabile se pot utiliza si pentru completarea modelelor din gipsuri superdure (BLOCSET-KULZER).
|
. 16.3. Curbele de expansiune a diferitelor tipuri de gipsuri |
Produse: Alpha Die, Eudiroc, Polyroc, Super Dies etc.
D. Metale depuse pe cale galvanica (Ag, Cu, Ni - cap. 5.4.)
Sunt bine cotate m conformarea modelelor, dar obtinerea lor presupune un interval mai lung de timp. Metoda este compatibila cu toate materialele de amprenta cu exceptia hidrocoloizilor. Polisulfurile sunt incompatibile cu baile acide, iar polieterii risca o imbibitie cu solutiile din baie.
E. Aliaje usor fulzibile depuse prin tumare si prin pulverizare; au inceput sa fie utilizate din 1978. Contin bismut, stibiu, argint, plumb. Prezinta o precizie dimensionala (0,2% contractie, 0,2% expansiune). Rezistenta la abrazie este mai mare decat a gipsurilor si inferioara rasinilor epoxi si metalelor depuse galvanic. Nu sunt compatibile cu hidrocoloizii si materialele termoplastice.
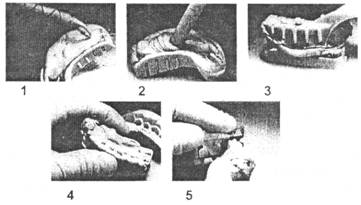
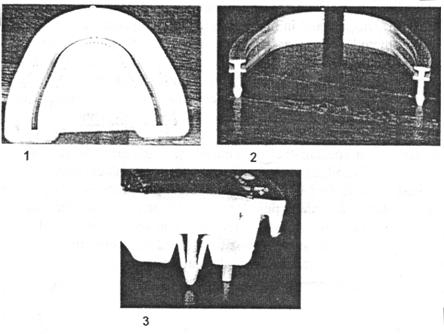
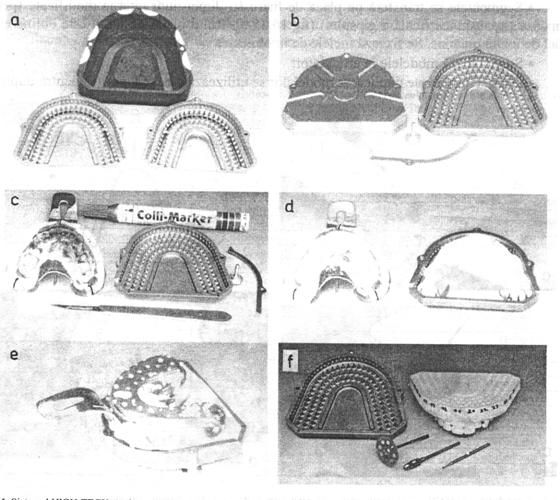
.16.4. in amprenta luata cu alginat se depune cu ajutorul sistemului pistol-capsule materialul siliconat Mach-2 Die Silicone (1), peste care se adauga, pentru soclu, un alt silicon, Super-Fast Blu-Mousse, de consistenta crescuta (heavy body)(2); se lasa sa faca priza siliconul (3) dupa care se inspecteaza modelul (4) si se sectioneaza interdentar
F. Siliconii sunt folositi pentru obtinerea unui model intr-un interval scurt de timp (de obicei, in cabinet, intervalul de timp necesar pentru obtinerea unui model de acest fel nu depaseste 6 minute). Modelul astfel obtinut este utilizat fie ca model documentar (pentru o eventuala discutie cu pacientul referitoare la ul de tratament), fie m laboratorul de tehnica dentara,unde are un rol important in ceea ce priveste cercetarea zonelor inteiproximale ale viitoarei proteze fixe. Produse: Mach-2 Die Silicone (Prestige Dental)
4. MODELE DE STUDIU SI DIAGNOSTIC
Modelele de studiu si diagnostic sunt destinate, dupa cum le spune numele, pentru studiul unor situatii clinice si pentru stabilirea unui diagnostic pe baza datelor culese m afara cavitatii bucale. Aceste modele permit observarea unor detalii pe care nu le putem depista prin examen direct m cavitatea bucala.
Este obligatorie tumarea a doua modele, maxilar si mandibular precum si a unei chei de ocluzie in relatie centrica. Exista cateva etape si principii valabile pentru majoritatea modelelor de studiu.
Tot in aceasta categorie se includ si modelele documentare, obtinute prin depunerea unor gipsuri speciale m amprente luate, de obicei, m prima sedinta de prezentare a pacientului, inainte de efectuarea oricarui tip de tratament. Ele sunt modele de orientare care surprind statusul dento-parodontal al arcadelor dentare.
Modelele documentare sunt piese de referinta m viitoarele aprecieri a calitatii unor reconstituiri, dar pot avea si o valoare stiintifica, didactica si medico-legala.
5. MODELE DE LUCRU PENTRU PROTEZE UNIDENTARE SI PROTEZE PARTIALE FIXE
Denumirea acestor modele se datoreaza faptului ca pe ele se confectioneaza machetele. Tehnologiile de realizare a modelelor de lucru sunt rezultatul unor perfectionari continue.
Vom prezenta in cele ce urmeaza cateva dintre ele, m acest moment multe fiind realizabile si m
tara noastra.
Inainte de a le prezenta, enumeram cateva conditii pe care trebuie sa le indeplineasca
tehnologiile actuale in acest domeniu:
redarea m totalitate a detaliilor campului protetic, cu precadere a santului gingival si a gingiei interdentare;
pastrarea integitatii modelului pana la realizarea piesei protetice;
posibilitatea de mobilizare a bonturilor dentare, chiar si a celor cugabarit mic, care trebuie sa se indeparteze si sa se repuna usor in soclu;
pozitionarea spatiala unica a bonturilor;
paralelismul bonturilor;
posibilitatea duplicarii modelului de lucru.
5.1. MODELE MONOBLOC (CU BONTURI FIXE)
Modelele cu bonturi fixe, care se obtin prin depunerea in amprenta a gipsurilor dure sau extradure, se practica tot mai rar m tehnologia protezelor fixe, fiind indicate in special pentru confectionarea arcadelor antagoniste. Se numesc monobloc' deoarece bonturile si restul campului protetic fac corp comun cu soclul modelului.
Tehnica de realizare
1. Pregatirea amprentei: spalare, dezinfectie, uscare.
 2. Pregatirea gipsului dur sau superdur se face respectand
raportul apa/pulbere, eonform indicatiilor producatorului,
utilizand vacuum-malaxoml sau malaxarea manuala, prin metoda
saturarii progresive.
2. Pregatirea gipsului dur sau superdur se face respectand
raportul apa/pulbere, eonform indicatiilor producatorului,
utilizand vacuum-malaxoml sau malaxarea manuala, prin metoda
saturarii progresive.
3. Amprenta se pune pe masa vibratoare, se toama pasta de gips dinspre marginea amprentei mandibulare, respectiv centrul amprentei maxilare. Materialul patmnde in toate detaliile, pana se depasesc marginile care corespund fundurilor de sac (.16.5.).
|
. 16.5. Modalitatea de depunere a pastei de gips dur in amprenta pentru a evita forniarea incluziunilor de aer |
4. Amprenta se ia de pe masa vibratoare si se depune pe un suport timp de aproximativ 20-30 minute, cat dureaza priza gipsului.
5. Se creeaza cateva retentii m baza modelului (. 16.6.).
Se prepara o noua pasta de gips, de acelasi tip cu precedentul si doar m cazuri exceptionale un gips obisnuit.
7. Pasta se depune intr-un conformator (corespunzator unui anumit tip de articulator sau ocluzor), iar o cantitate mica se aplica peste modelul dm amprenta, dupa care se rastoarna amprenta peste conformator (. 16.6.).
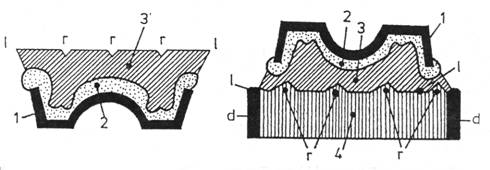
. 16.6. Obtinerea unui model de lucru monobloc (schema); portamprenta(l); material de amprenta (2); gips extradur (3); gips pentru soclu (4);limita dintre modelul propriu-zis si soclu (I); retentii (r); conformatorul (d).
8. Dupa priza gipsului (20-30 minute) se demuleaza amprenta si se indeparteaza conformatorul. Apoi, daca este necesar, se fmiseaza soclul la aparatul de soclat.
9. Modelul se usuca in cuptor timp de 30-60 minute (la 200C).
10. Modelele se fixeaza in ocluzor sau articulator.
5.2. MODELE CU BONTURI MOBILIZABILE
 Varianta modelelor cu bonturi mobilizabile este foarte des
adoptata pentru elaborarea protezelor unidentare, puntilor si
protezarilor compozite.
Varianta modelelor cu bonturi mobilizabile este foarte des
adoptata pentru elaborarea protezelor unidentare, puntilor si
protezarilor compozite.
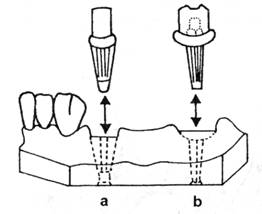
Modelele cu bonturi mobilizabile ofera o serie de avantaje. Datorita posibilitatii dezinserarii bonturilor din ansamblul modelului, tehnicianul are un acces facil m modelarea fetelor proximale. Tehnica permite un confort sporit pentru cel ce modeleaza, asigurandu-i o vizibilitate optima (. 16.7.). in literatura franceza de specialitate, bontul mobilizabil, ca atare. este denumit model pozitiv unitar', prescurtat, model unitar (MU).
. 16.7. Model cu bonturi mobilizabile (schema) bont mobilizabil clasic (a) bont mobilizabil cu pin dowel (b)
5.2.1. MODELUL CLASIC CU BONT MOBILIZABIL
Metoda, m formularea initiala, tine de timpuri trecute. Ea se preteaza la obtinerea modelelor cu bonturi mobilizabile confectionate pe baza unor amprente luate cu inel de cupm (36).
. Tehnica implica doi timpi:
a) Confectionarea bontului mobilizabil (modelul unitar, MU)
Bontul mobilizabil poate fi realizat dm diferite materiale: gipsuri dure, cimenturi (FOZ, silicat, silicofosfat), polimeri (rasini acrilice autopolimerizabile, materiale compozite) si amalgame (de cupru sau argint).
Confectionarea bontului mobilizabil din gipsuri dure
Inelul de cupru se scoate din amprenta. Se cofreaza inelul cu o banda de ceara sau hartie cerata de 2 cm latime. Se prepara o pasta din gips dur, care se introduce prin vibrare continua in inel, pana ce se atinge marginea cofrajului. Dupa priza totala a gipsului se indeparteaza cofrajul, se prelucreaza prelungirea radiculara a bontului pana se obtine o forma cilindro-conica neretentiva. Se marcheaza fata vestibulara pentm a fixa pozitia bontului m model. Prelungirea conica se ceruieste pentru a usura indepartarea bontului din model. Tot in acest scop se aplica un mic buton de ceara pe varful prelungirii (spre viitoarea baza a soclului).
Confectionarea bontului mobilizabil din cimenturi
Utilizarea cimenturilor ca materiale pentru confectionarea bonturilor mobilizabile are tot q valoare istorica. Cu toate ca aceste, materiale prezinta o serie de calitati (timp de priza scurt, fidelitate mare in redarea detaliilor, stabilitate volumetrica si duriate acceptabila), ele nu mai sunt utilizate decat foarte rar, din urmatoarele motive: pret de cost ridicat, fluiditate redusa, deshidratare urmata de contractii si fisurari. Cimenturile nu se utilizeaza decat m cazul amprentelor luate cu inel de cupm. Mai intrebuintate au fost cimenturile silicofosfatice.
, 16.8. Model cu bont mobilizabil clasic din gips dur (scheina): vedere dinspre vestibular (a);- sectiune sagitala (b).
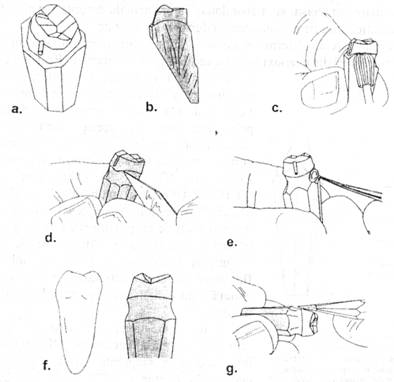
. 16.9. Bont mobilizabil clasic (schema): portiunea radiculara este mai mare in diametru decat preparatia dentara (a); portiune radiculara preparata impropriu (b); prepararea regiunii cervicale a bontului clasic cu freza de acrilat (c); prepararea regiunii cervicale a bontului clasic cu spatula (d); finisarea regiunii cervicale a bontului clasic (e); conturul bontului clasic trebuie sa fie similar cu cel al unui dinte natural (f); trasarea marginii preparatiei cu un creion (g).
Confectionarea bontului mobilizabil din amalgame
In tehnica realizarii bonturilor mobilizabile se utilizeaza uneori si amalgame. Dintre acestea, se prefera amalgamele de cupm datorita costului lor mai redus. Amalgamul de cupm se prezinta sub forma unor pastile sau granule care se incalzesc pana cand apar pe suprafata lor mici
picaturi de mercur. in acest moment ele se transfera intr-un mojar, unde, prin frecare cu un pistil aliajul devine plastic. Cu un fuloar, amalgamul se introduce strat cu strat in amprenta luata cu masa termoplastica in inel de cupru (. 16.10.). Daca in locul maselor termoplastice s-au folosit materiale de amprenta elastice, procedeul nu poate avea loc (35).
Bonturile mobilizabile din amalgam se realizeaza astazi foarte rar datorita urmatoarelor dezavantaje:
durata mare de confectionare (timpul total de priza), aproximativ 10 h;
imposibilitatea fularii amalgamului m amprente cu elastomeri in inel de cupru;
degajarea vaporilor de mercur;
coeficient de expansiune relativ mare (0,1-0,25%) m atie cu gipsurile extradure (0,05%);
necesitatea consolidarii peretilor inelului de cupru prin inglobarea intr-o masa de gips dur (pentm a rezista presiunilor dezvoltate in timpul indesarii amalgamului). Confectionarea bonturilor mobilizabile din polimeri Neajunsurile si dezavantajele bonturilor mobile din cimenturi sau amalgame au determinat testarea altor materiale. Astfel au fost utilizate RA.
 Polimetilmetacrilatii PALAVIT si PALADUR (cu lanturi
macromoleculare liniare), primiti initial cu mare entuziasm sunt
abandonati la ora actuala datorita reactiei de polimerizare
exoterme, a contractiei mari de polimerizare si duritatii
lor scazute.
Polimetilmetacrilatii PALAVIT si PALADUR (cu lanturi
macromoleculare liniare), primiti initial cu mare entuziasm sunt
abandonati la ora actuala datorita reactiei de polimerizare
exoterme, a contractiei mari de polimerizare si duritatii
lor scazute.
Dezavantajele RA au determinat lansarea altor polimeri cu utilizare in acest domeniu. Dintre acestia amintim rasinile epoxidice, epiminice si poliuretanice. Pentru a creste rezistenta li s-au adaugat umpluturi anorganice, cum ar fi particule metalice, de sticla, ceramica, borosilicati sau cuart.
Legarea de componenta organica a umpluturilor se face prin silanizare. De aceea, aceste materiale pentru confectionat modele pot fi considerate materiale compozite. Sunt livrate m diferite sisteme: pasta/lichid -EPOXI-DIE (IVOCLAR), lichid/lichid - ALPHA DIE (SCHUTZ-DENTAL), pulbere/lichid - IMPREDUR si se depun fara presiune in amprenta. Ele se intaresc intr-un interval scurt de timp. Utilizarea lor se asociaza cu pinuri (dowel), eliminandu-se astfel etapa de confectionare a prelungirii radiculare a bontului mobil. Gradul de fidelitate crescut, duritatea mare si manipularea usoara sunt calitati care recomanda tot mai mult aceste materiale.
|
. 16.10. Tehnica de realizare a bontului mobilizabil din amalgam: A. amprenta cu inel de cupru si cofrajele ei masa de amprenta termoplastica (a); inelul de cupru (b); bontul si prelungirea radiculara din amalgam (c); manson de hartie cerata (d); gips dur (e); conformator din hartie cerata (1); B. bont mobilizabil din amalgam cu prelungire radiculara neretentiva |
in confectionarea bonturilor mobilizabile se utilizeaza si mase ceramice (DIAMOND DIE). Dupa introducerea in amprenta (in faza plastica), aceasta se depune m cuptor (650C) unde are loc sinterizarea. Expansiunea de priza (aproximativ 0,2%) este compensata de contractia de ardere.
b) Confectionarea modelului de ansamblu (MU si modelul dintilor vecini)
Modelul unitar - MU, realizat prin una din tehnicile anterioare, se repune in inelul de cupru sau capa de transfer, impreuna cu care se repozitioneaza m amprenta de situatie exact in pozitia initiala. in continuare se acopera prelungirea radiculara a MU cu un strat subtire de ceara
 si se fixeaza o sfera de ceara cu diametrul de 3-4
mm. Aceasta are rolul de a usura luxarea modelului unitar, dupa
tumarea modelului de ansamblu. Etapa urmatoare difera in functie
de modul in care s-a luat amprenta: intr-un singur timp(l), m doi timpi(2)
si in trei timpi(3).
si se fixeaza o sfera de ceara cu diametrul de 3-4
mm. Aceasta are rolul de a usura luxarea modelului unitar, dupa
tumarea modelului de ansamblu. Etapa urmatoare difera in functie
de modul in care s-a luat amprenta: intr-un singur timp(l), m doi timpi(2)
si in trei timpi(3).
1. Se toama gips dur in amprenta cu bontul mobil, depasindu-se marginea acesteia cu 3-4 mm. Peste gipsul dur se toama alte straturi de gips, din care se confectioneaza soclul si prelungirea distala. Dupa priza, se taie in prelungirea distala un sant sub forma literei T sau Y. Se izoleaza, dupa care se toama in amprenta antagonistilor modelul cu acelasi nume, format si el din doua parti: modelul propriu-zis al dintilor antagonisti din gips dur si soclul impreuna cu prelungirea distala, care se adapteaza perfect in santul practicat anterior (. 16.11.).
2. In cazul amprentei in doi timpi se toama intai modelul de ansamblu cu prelungirea distala (cheia de ocluzie) dupa metoda prezentata anterior. Dupa priza se demuleaza amprenta, aplicandu-se pe modelul de ansamblu a doua amprenta care contine impresiunile antagonistilor dupa care se toama modelul dintilor antagonisti.
3. In cazul amprentei in trei timpi se toama separat modelul de ansamblu, modelul antagonistilor, dupa care se monteaza in ocluzor sau articulator in functie de a treia amprenta (de inregistrare a ocluziei). Inainte de montarea in ocluzor sau articulator se practica luxarea (mobilizarea) modelului unitar.
|
. 16.11. Modele segmentare cu bonturi mobilizabile (in prelungirea distala se taie un sant in tbrma de T sau Y care fixeaza relatia de ocluzie) |
5.2.2. MODELE SECTIONATE CU PINURI (DOWEL)
Pinurile (dowel*) sunt tije cilindro-conice, care prezinta un cap retentiv ce se fixeaza m mijlocul bontului mobilizabil (. 16.12.). ,
La ora actuala, bontul mobilizabil se poate realiza atat prin tehnici care apeleaza la utilizarea pinurilor, cat si prin procedee fara pinuri. in continuare enumeram etapele de realizare a unui model cu bont mobilizabil, prevazut cu pinuri:
1. Pinurile se centreaza in impresiunile bonturilor din amprenta pana la 13 mm de marginea incizala sau se fixeaza m aceasta in cazul pinurilor care prezinta o prelungire distantatoare (. 16.12.). Se pot utiliza unul sau doua pinuri pentru fiecare bont, iar daca exista mai multe bonturi, pinurile trebuie sa fie paralele intre ele. Acest lucru se obtine cu ajutorul unui aparat care prezinta o placuta de ghidaj in care se gasesc tijele de ghidaj. Acestea servesc la fixarea pinurilor. Se mai poate utiliza si o instalatie speciala ALPHA-PIN (SCHUTZ DENTAL).
Daca nu posedam un paralelograf, putem folosi pinuri ce prezinta o prelungire subtire sub forma de sarma care se indoaie dupa necesitati. Capul respectiv al pinului se centreaza m impresiunea bontului.
2. Se blocheaza sumbul care regleaza glisarea placutei, dupa care tijele se indeparteaza in vederea tumarii modelului.
3. Se depune un gips extradur, de exemplu DURALIT-DEGUSSA, care nu va depasi inaltimea marginilor amprentei cu mai mult de 3-4 mm. in timpul cat gipsul se gaseste in faza plastica se introduc pinurile in pozitia anterior determinate. La extremitatea lor libera pinurile se pot solidariza cu o tija de ceara (. 16.13.C=
* dowel (engl.) = pivot, stift
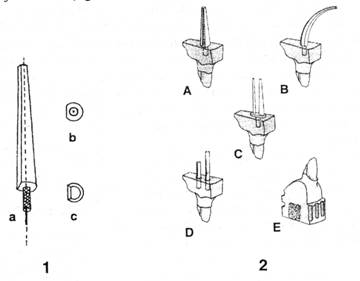
. 16.12. 1. Pinuri (dowel): vedere laterala (a); vedere superioara (b); vedere inferioara (c), 2. Tipuri de sisteme antirotationale: pinuri drepte (A); pinuri curbe (B); doua pinuri cu cap comun (C); doua pinuri paralele independente (D); cheie de plastic externa (E).
. 16.13. Etape de confectionare a bonturilor mobilizabile cu pinuri-Dowel: A. benzi metalice (tip matrice) aplicate in interiorul amprentei; B. sectiune V-0 prin amprenta la nivelul preparatiilor, bontul premolar (1); bontul unui molar (2); distanta maxima dintre pin si materialul de amprenta; C. sectiune sagitala printr-o amprenta in care s-a turnat un gips superdur si s-au aplicat pinurile: tija de ceara (1); gips superdur (2), D. dupa priza gipsului superdur se frezeaza retentii paralele cu pinurile; E. realizarea santului de ghidaj cu ajutorul unui disc diamantat; F. finalizarea santului de ghidaj cu un instrument pentru smalt' din trusa de modelat mase ceramice; G. sectiune V-0 printr-un bont mobilizabil cu pin dowel; se observa santul de ghidaj in care se adapteaza aproape perfect un instrument de modelat marginea cervicala a machetei.
Dupa priza materialului se realizeaza un sant de ghidaj si se izoleaza suprafata acestuia (. 16.13.D), iar pinurile se acopera cu un strat subtire de ceara. La varful for se fixeaza fie o sfera de ceara, fie o tija cu diametrul de 3-4 mm care serveste ulterior la reperarea si luxarea mai usoara a pinului din soclul modelului. Apoi se toama soclul dintr-un gips dur, al carui coeficient de expansiune la priza este apropiat celui extradur, utilizat anterior. Dupa priza acestuia se demuleaza amprenta, iar cu ajutorul unei panze de fierastrau sau al unor aparate tip MODEL-CUT se sectioneaza mezial si distal fiecare bont pana la nivelul soclului. Benzile de metal fixate anterior in amprenta (. 16.13.A.) pot usura mult aceasta faza
Soclul se incalzeste la o sursa de caldura, dupa care fiecare pin se repereaza si se luxeaza cu un instmment metalic. - '
. 16,14. Pasii de lucru in confectionarea modelului sectionat: (a) turnarea modelului arcadelor si pozitionarea stiftului la nivelul preparatiei; (b) si (c) dupa izolare se socleaza modelul; (d) evidentierea limitelor preparatiilor; (e) reconstructia gingiei cu material elastic sub amprenta; (t) model sectionat cu papila elastica.
. 16.15. Utilizarea pinurilor curbe : Sectiune printr-o amprenta prezentand relatiile dintre pinul curb (A), bara de pozitionare (B), pinurile drepte (C) si stratul de gips pentru arcada (1); cofrarea modelului pentru turnarea soclului (2);sectionarea modelului final (3); mobilizarea bontului cu pin curb
. 16.16. Utilizarea pinurilor dupa priza gipsului pentru model Modelul este pregatit la soclator (1); se foreaza canale petru pinuri (2); se picura in fiecare canal ciment pe baza de cianoacrilat (3); inserarea pinurilor in model (4).
5.2.3. PROCEDUL PINDEX
Procedeul PINDEX utilizeaza pinuri care, spre deosebire de tehnologia clasica, se introduc in modelul arcadei dupa priza gipsului. Inelele de retentie nu mai sunt necesare ( modelul cu pinuri), ele fiind inlocuite cu pinuri.
Tehnologia de realizare a procedeului PINDEX consta in urmatoarele faze:
1. Amprentarea campului protetic si a zonelor limitrofe;
2. Toaleta amprentei; . ..
3. Tumarea unui gips superdur pana la marginile amprentei sau pana in.apropierea acestora (. 16.17.);
4. Dupa priza finala (50-60 minute), se demuleaza amprenta, iar baza modelului se slefuieste intr-o suprafata perfect a (. 16.17.). Aceasta trebuie sa fie perpendiculara pe axul de insertie al bonturilor mobilizabile.
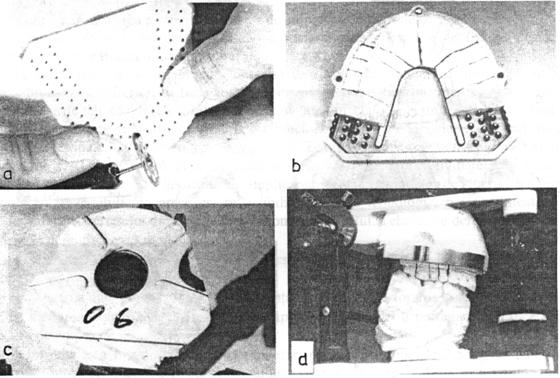
5. Modelul se aplica cu baza pe stativul de inaintare al masinii de gaurit. Din partea opusa, dinspre bonturile coronare se proiecteaza un fascicul (SPOT) luminos pentru a permite, prin transparenta, centrarea in mijlocul bontului mobil, respectiv al celorlalte elemente mobilizabile (. 16.17.). Adancimea si diametrul forajului vor fi individualizate m functie de model si de tipul pinului utilizat, astfel incat capul pinului sa se adapteze exact in putul forat. Puturile se foreaza perpendicular pe ul bazei modelului (in sensul mobilizarii bonturilor) si paralele intre ele. Pentru fiecare element se utilizeaza cate un pin. De asemenea, se introduc pinuri si m portiunile de arcada care nu se mobilizeaza.
6. Se izoleaza baza modelului propriu-zis si se toama soclul. Pentru aceasta se utilizeaza un conformator in care se introduce pasta de gips preparata la un vacuum-malaxor sau manual. Peste gipsul care inca nu a facut priza se aplica modelul cu pinuri, astfel incat baza acestuia sa fie perfect paralela cu ul mesei de lucru.
7. Dupa priza gipsului se indeparteaza conformatorul si se finiseaza modelul la soclator.
8. Mezial si distal de fiecare element mobilizabil se realizeaza un sant cu ajutoml aparatului MODEL-CUT (CUTMAN-MODELLSAGE) sau cu o panza de fierastrau.
9. Cu ajutorul unui instrument ascutit, dinspre baza soclului se luxeaza elementele mobilizabile.
Procesul de forare al canalelor pentm pinuri este realizat de cele mai multe ori cu instalatii mecanice, dezavantajul acestora fiind reprezentat de resturile de gips ramase in canale, care pot influenta adaptarea bontului. De aceea clasa dispozitivelor de acest gen a fost imbunatatita cu aparitia pe piata a Laser-pin-ului, instmment de pozitionare si forare cu laser.
5.2.4. MODELE TIP ZEISER
Lansarea de catre Zeiser in 1979 a modelului care-i poarta numele a reprezentat un eveniment important in tehnologia protezelor fixe. Modelul care se realizeaza pe o placa preformata transparenta, constitute obiectivul brevetului 0030312 (Europa Patent), fiind socotit la acea vreme numarul unu mondial, m precizie.
Modelul Zeiser este compus din trei elemente diferite atat din punct de vedere al structurii chimice, cat si a functiilor:
1. Soclul - constituie infrastructura;
2. MU (modele unitare) si celelalte elemente ale arcadei reprezinta suprastmctura;
3. Pinurile care fac legatura intre elementele suprastmcturii si soclul modelului.
. 16.17. Sistemul Pindex: modelul trebuie sa aiba cel putin 15 mm inaltime, excluzand dintii (1); locurile canalelor pentru pinuri sunt marcate cu un creion (2); semnele realizate sunt plasate sub spot-ul luminos al dispozitivului de trezat canale pentru pinuri (3); degetele mari stabilizeaza modelul, in timp ce cu celelalte operatorul ridica dispozitivul de frezare (4); resturile rezultate in urma frezarii sunt indepartate (5); intai sunt plasate pinurile scurte si apoi cele lungi (6); sunt pozitionate tecile corespunzatoare pinurilor (7); extremitatile tecilor pinurilor scurte sunt blocate cu ceara (8); pe extremitatile libere ale pinurilor lungi este plasata ceara (9); cofrarea modelului (10); turnarea modelului (11); indepartarea cerii de la extremitatea pinurilor lungi (12); sectionarea modelului (13); mobilizarea bonturilor (14); modelul in articulator (15).
Prmcipiul metodei consta m transpunerea pozitiei bonturilor cu ajutoml aparatului Zeiser 1 pe soclul din PMMA m care se foreaza puturi; m acestea se introduc pinurile. Pentru o mai mare stabilitate antirotationala se pot fora cate doua puturi pentru fiecare bont mobilizabil (respectiv element al arcadei dentare). Cu ajutorul unei prese care produce o incalzire a pinurilor, acestea se infunda pana la o adancime optima m soclu, astfel incat sa nu transpara.
in continuare se toama modelul propriu-zis din gips dur, extradur sau rasina epoxidica, dupa care se rastoama soclul cu pinurile in jos, peste amprenta, in pozitia unica permisa de placuta pe care sunt fixate soclul si amprenta. Dupa defmitivarea reactiei de priza se demuleazaamprenta si se dezinsera modelul cu pinuri de pe soclu. Se sectioneaza mezial si distal bonturile, dupa care se repun la loc in soclu toate elementele componente ale modelului. Pentru detalii recomandam consultarea documentatiilor firmei GIRRBACH DENTAL.
5.2.5. TEHNICA KIEFER
in tehnicile clasice de tumare a modeleior, arcada si soclul modelului erau turnate succesiv, avand ca efect aparitia deformarilor. Pentru a controla efectul de expansiune a gipsului si pentru minimalizarea aparitiei deformarilor, Kiefer a imaginat o placa perforata prefabricata peste care toama direct modelul arcadei.
. 16.18.TehnicaKietter
Pinurile traverseaza placa prin orificiile existente si sunt inserate m modelul de arcada. Pe perioada prizei gipsului, expansiunea modelului este absorbita de placa. Modelul de arcada este sectionat de asa natura incat fiecami fragment sectionat sa ii corespunda doua pinuri pentm a asigura o repozitionare optima.
5.2.6. EVALUAREA EFICENTEI UNOR PINURI
La ora actuala se comercializeaza o multitudine de forme si sisteme de pinuri. In donnta de a evalua eficienta acestora, Setz si Diehl au intreprins un studiu interesant. Autorii au confectionat sase modele experimentale prevazute cu pinuri diferite:
modelele 1-3 cu Pinuri nr. 2 (RENFERT) - conice cu o suprafata a;
modelul 4 cu Pindex-Pinuri (WHALEDENT) - cu pereti paraleli si cu teaca din material plastic dublate de un al doilea pin mai scurt, prevazut si el cu teaca din material plastic;
modelul 5 cu Bi-Pinuri (RENFERT) - conice cu teaca metalica de ghidaj integrate cu un al doilea pin, care opreste rotirea bontului;
modelul 6 cu Pindex-Dual-Pinuri (WHALEDENT) - conice cu teaca metalica, integrate cu un al doilea pin, care impiedica rotirea bontului.
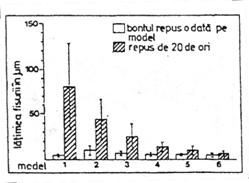
Bonturile au fost scoase si repuse pe model de 20 ori, masurandu-se de fiecare data latimea fisurii intre bonturi si soclu. Dupa o singura scoatere si repunere nu s-au observat diferente semnificative intre diferitele sisteme de pinuri. Dupa 20 de manevre pinurile duble cu teaca si-au dovedit superioritatea neta, m sensul pastrarii, relativ constante, a spatiului dintre bonturi si soclu (tabelul si reprezentarea sa grafica . 16.19.).
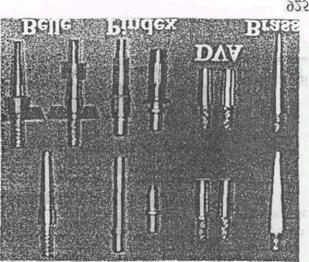
Un alt studiu al Universitatii din Washington, avea in vedere, pe acceasi linie de interes, modalitatea de comportament a patru sisteme, Belle (St. Claire), Pindex, DVA si pinurile
conventionale (brass).
|
Modele experimentale cu difente pinun |
Bontul repus pe model . osinguradata |
Bontul repus de 20 ori pe model |
||
|
Valori medii |
Variatie standard |
Valori medii |
Variatie standard |
|
|
Model 1 (Dowel-Pin) Model 2 (Dowel-Pin) Model 3 (Dowel-Pin) Model 4 (Pindex-Pin) Model 5 (Renfert Bi-Pin) Model 6 (Pindex Dual-Pin) |
|
i 5 2 2 1 2 |
|
|
 Latimea
fisurii in mm intre bont si soclul de ghips la modelele
sectionate cu pinuri.
Latimea
fisurii in mm intre bont si soclul de ghips la modelele
sectionate cu pinuri.
Reprezentarea grafica a rezultatelor.
.16.19. Rezultatele experimentului lui Setz si Diehl
S-a observat ca sistemul Pindex are cel mai bun comportament m orizontal (pe axele OX, OY are mobilitatea cea mai redusa), pentru ca sistemul conventional (brass) sa fie cel mai stabil in sens vertical - pe axa OZ.
5.3. MODELE SECTIONATE FARA PINURI
Marile avantaje ale modelelor Zeiser sunt umbrite de o tehnologie complicata si scumpa, de achizitionarea unei aparaturi sofisticate si de existenta unor numerosi timpi intermediari de lucru. Aceste dezavantaje fac ca m laboratoarele mai modeste, sistemul Zeiser sa nu fie folosit. Noi cautari au dus la elaborarea unor sisteme mai simple de realizare a modelelor, mai ieftine si care se apropie de precizia modelelor Zeiser. La ora actuala exista pe piata mai multe astfel de sisteme:
CRACK-WAFER, DI-LOCK, System-TRAY, Model-SPLIT, ZACK, ACCU-TRAC PRECISION DIE SYSTEM, HIGH-TECH etc.
. 16.20. Sistemele utilizatein experimentul Universitatii din Washington
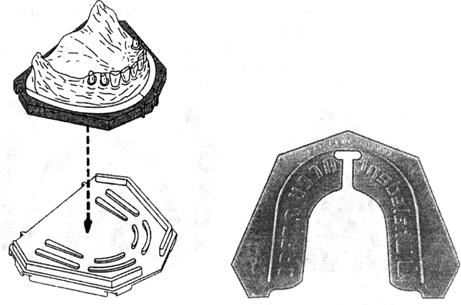
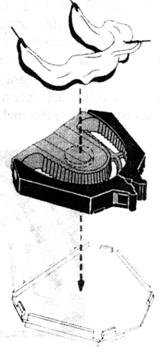
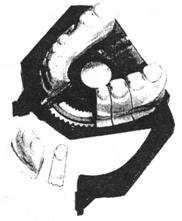
5.3.1. SISTEMUL TRAY
Sistemul TRAY consta dintr-un conformator prefabricat realizat din material plastic transparent si care prezinta numeroase proeminente sub forma de lamele (. 16.21.A). Acestea, prin tumarea soclului, vor determina aparitia a tot atatea reliefuri negative pe baza modelului. La insertia si dezinsertia modelului din conformator, reliefurile negative gliseaza pe lamelele cu rol de pozitionare ale acestuia.
Tehnica de confectionare: m prima etapa se toarna amprenta dintr-un gips dur, extradur sau rasina epoxi, concomitent umdu-se conformatoml cu acelasi tip de material. Se rastoarna apoi amprenta in conformator. Dupa definitivarea reactiei de priza se demuleaza amprenta si se dezinsera modelul din conformator (. 16.21.B).
Bonturile din model vor fi sectionate mezial si distal cu o panza de fierastrau sau la aparatul MODEL-CUT, dupa care se luxeaza cu ajutoml unei spatule sau instmment ascutit. Toate elementele se repun inapoi in conformator, m pozitia unica permisa de acesta (. 16.21.B).
. 16.21.A. Sistemul Tray. A. conformatorul si modelul sectionat, inainte de luxarea bontului; B. etape succesive de lucru: desprinderea din contbriTiator a modelului dupa turnarea acestuia (a); sectionarea bonturilor (b); luxarea bonturilor din modelul monoblbc (c); repunerea bonturilor si modelului in conformator (d); montarea (fixarea) modelelor in ocluzor sau articulator (e).
5.3.2. SISTEMUL NU-LOGIC EZ TRAY
Sistemul Nu-Logic Ez TRAY se doreste o imbunatatire a sistemului TRAY clasic, ib sensul castigului de timp in tumarea modelului.
Ceea ce aduce nou acest sistem sunt sistemul de retentionare dat de clavetele Nu-Logic si fereastra pozitionata central m conformatorul modelului TRAY clasic, aceasta fumizand un plus de stabilitate si acuratete a pozitionarii bonturilor sectionate
. 16.22. Ferestruirea eonformatorului (1); sistemul de clavete retentive (2); inodelul repozitionat in conformator (3).
Avantajele acestui sistem, pe langa timpul economisit, sunt reprezentate si de economia de material de gips (pana la 100 de grame) si absenta pinurilor (a caror utilizare presupune o anumita dexteritate si experienta). Singurele sisteme necesare sunt cele de clavete care pot fi reutilizate. De asemenea, sistemul asigura obtinerea unui model mult mai competitiv in imtologie, fata de modelul cu pinuri. Este delicat de amplasat pinurile m jurul imtelor analoage, pe cand utilizarea clavetelor situate sub imtele analoage nu interfera cu acestea.
5.3.3. MODEL ZACK
AERO-DENTAL prezinta o varianta noua de placa-soclu, special conceputa pentru modelele confectionate din rasini epoxidice sau poliuretani (Alpha Die). Acest soclu conceput de catre acelasi Zeiser, are urmatoarele caracteristici:
exclude utilizarea pinurilor;
poate fi utilizat de mai multe ori;
reduce mult timpul de lucru al tehnicianului;
exclude anexele si aparatele suplimentare;
bonturile mobile (MU) se adapteaza perfect m soclu in pozitia initiala. Modelul Zack, confectionat dm rasina epoxi, este stabil dimensional. Suprafata soclului care vine in contact cu modelul propriu-zis are pe sectiune o forma zimtata, care permite insertiasi dezinsertia bonturilor intr-o pozitie unica. Baza soclului prezinta dispozitive magnetice de fixare a modelelor in articulator. Pentm fixare se mai pot utiliza si dispozitive tip capsa sau gume elastice.
5.3.4. ACCU-TRAC PRECISION DIE SYSTEM
ACCU-TRAC este un sistem rapid, economicos si foarte precis de realizare a modelelor cu bonturi mobilizabile, raspunzand in mare masura cerintelor unui ideal impus de stomatologia modema. Aceasta metoda elimina complet pinurile. Sistemul este comercializat de WHALEDENT INTERNATIONAL.
Avantajele multiple ale modelelor cu bonturi mobilizabile sunt arhicunoscute. Tehnologia acestor modele este insa mai complicata, necesitand atat cunostinte teoretice, cat si rabdare din partea tehnicianului, precum si un timp de lucru suplimentar.
Dintre modelele cu bont mobilizabil, cele cu pin s-au impus preponderent. Tehnologia lor laborioasa i-a determinat pe specialisti sa o simplifice si sa gaseasca noi metode de confectionare a modelelor cu bont mobilizabil, cu aceleasi performante si care sa excluda utilizarea pinurilor.
ACCU-TRAC se utilizeaza cu predilectie in elaborarea modelelor cu bont mobilizabil, in scopul realizarii protezelor unidentare, puntilor si a rezolvarilor compozite. Sistemul a fost testat cu rezultate bune in cadml catedrelor noastre si il recomandam tuturor colegilor.
Componentele sistemului sunt: dispozitivul principal (suportul sau conformatorul) cu bratele laterale, placuta de baza si mentinatorul de spatiu (. 16.23.).
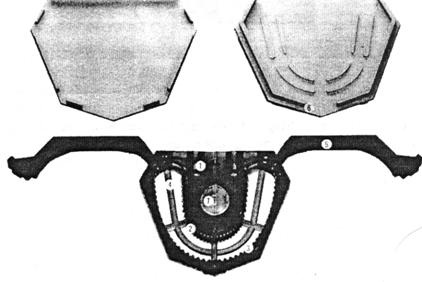
. 16.23. Placuta de baza si dispozitivul principal cu bratele laterale deschise : dispozitivul pricipal - cu rol de pozitionare (1); zimtii intcriori (2); zimtii exteriori (3); nervura cu numere de la 1 la 59 (4); bratele laterale (5); placuta de baza, fata inferioara (6);magnet central de tixare (7); placuta de baza, vedere superioara (8).
Dispozitivul principal (de pozitionare) este confectionat din plexiglas (denumirea comerciala a polimetilmetacrilatului transparent) masiv si rezistent, de forma heptagonala (. 16.23.). Este prevazut cu un canal ale carui margini sunt zimtate. in centrul canalului exista o nervura pe care sunt imprimate numerele de la 1 la 59. Acestea servesc la identificarea pozitiei viitoarelor bonturi mobilizabile (. 16.23.).
Zimtii interiori si exteriori (. 16.23.) pe de o parte si nervura pe de alta parte, realizeaza trei puncte de fixare pentru fiecare component mobilizabil - prescurtat CMob.
Notiunea cuprinde atat bontul mobilizabil cat si celelalte elemente ale campului protetic care pot fi indepartate si repuse in suport intr-o pozitie unica, usor, de gasit. indepartarea (ejectarea) CMob din suport este impiedicata de bratele laterale care fixeaza fiecare CMob in parte si modelul in totalitate.
in centrul suportului (dispozitivul principal) se afla un magnet de forma circulara, utilizat la fixarea modelului m articulator (. 16.23.).
De o parte si de alta a dispozitivului principal se afla cate un brat mobil de inchidere (. 16.23.). Aceste brate sunt prinse de dispozitivul principal printr-un sistem balama, care permite mobilizarea lor intr-un singur sens, orizontal (. 16.24.).
|
|
|
|
a b
. 16.24. Dispozitivul principal (de pozitionare): cu bratele inchise (a.); cu bratele deschise (b.)
Bratele (independent locking arms) confectionate tot din mase plastice, se prezinta sub forma de jgheab si permit fixarea bonturilor mobile prin intermediul unei margini proeminente de gips dur, care rezulta dupa priza materialului.
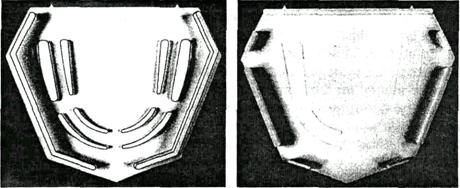
Placuta de baza are aceeasi forma heptagonala si este confectionata din masa plastica de culoare alba (. 16.25.). Prezinta doua fete:
a) fata superioara prevazuta la periferie cu nervuri intrempte, are o suprafata relativ neteda (. 16.25.A.). In momentul tumarii modelului, baza etanseaza dispozitivul principal, fiind aplicata cu fata superioara spre model.
b) fata inferioara (. 16.25.B.) este prevazuta m centm cu opt nervuri intrempte m zona frontala si laterala. Aceste nervuri au rol de ghidaj, servind la ejectarea (indepartarea) modelului din dispozitivul prmcipal (. 16.26.).
A B
. 16.25. Placuta de baza: fata superioara (A.) fata inferioara (B.)
Mentinatoml de spatiu este confectionat dintr-un cauciuc semirigid de culoare verde si se adapteaza la baza dispozitivului principal pe care-l izoleaza m cursul montarii acestuia in articulator (. 16.26.).
|
. 16.26. PIacuta de baza cu fata inferioara in pozitie de ejectare a modelului din dispozitivul principal |
|
. 16.27. Mentinator de spatiu |
 Confectionarea modelului
Confectionarea modelului
1. Se asambleaza partile componente ale sistemului ACCU-TRAC dupa cum urmeaza:
a) se aplica bratele pe suport si se inchid;
b) se fixeaza placuta de baza cu suprafata lipsita de nervuri centrale m sus;
c) se verifica functionarea normala a sistemului.
2. Se pregateste amprenta: spalare, degresare, uscare; se reduc marginile m exces pentru a micsora greutatea modelului.
3. Se marcheaza pe fata posterioara a amprentei mijlocul crestelor alveolare in regiunea posterioara - si linia mediana - in zona anterioara.
4. Se prepara pasta de gips la vacuum-malaxor sau prin malaxare manuala.
Important. Se va utiliza in exclusivitate, atat pentru soclu, cat si pentru model, un gips extradur (clasa IV) sau dur. Se interzice folosirea amestecurilor de gips dur cu gips obisnuit. Uneori, din ratiuni de economie, se utilizeaza pentru soclu un gips obisnuit, dar acesta nu corespunde cerintelor acestui sistem.
|
. 16.28. Centrarea amprentei peste dispozitivul principal, aplicat la randul |
5. Se toama pasta de gips in amprenta, iar restul in suportul ACCU-TRAC pana la nivelul bratelor laterale imobilizatoare. Se rastoama amprenta peste suport. Se centreaza amprenta pana ce liniile de pe fata ei posterioara se suprapun cu liniile coresmmzatoare de oe suportul ACCU-TRAC f. 16.28.).
6. Se indeparteaza gipsul in exces inainte de a face priza finala.
7. Dupa priza finala se demuleaza amprenta si se indeparteaza placa de baza (de culoare alba). De asemenea, se desfac bratele laterale.
8. Se intoarce placa alba invers, cu nervurile centrale in sus. Peste acestea se aplica suportul ACCU-TRAC, iar cu o apasare uniforma se obtine desprinderea (ejectarea) modelului din suport.
9. Se netezesc muchiile periferice ale modelului dupa necesitati. Soclul modelului nu se va prelucra sub nici o forma.
 10. Se indeparteaza cu o panza
de fierastrau sau cu un aparat special de sectionat de tipul MODEL-CUT,
surplusurile de gips din zona palatinala, respectiv linguala, dupa
care se sectioneaza bonturile mobile m paralel cu zimtii.
10. Se indeparteaza cu o panza
de fierastrau sau cu un aparat special de sectionat de tipul MODEL-CUT,
surplusurile de gips din zona palatinala, respectiv linguala, dupa
care se sectioneaza bonturile mobile m paralel cu zimtii.
Componentele se spala si se usuca cu atentie.
Se reasambleaza componentele in suport in ordine numerica si se asigura modelul prin inchiderea bratelor (. 16.29.).
Pentru a monta modelul in articulator se aplica mentinatorul de spatiu (de culoare verde) pe fata bazala a suportului, dupa care se aplica pasta de gips atat pe suprafata bazala a modelului, cat si pe bratul articulatomlui. Suportul este tot timpul fixat prin intermediul magnetului de articulator. Pozitionarea modelului se face dupa criteriile cunoscute .
|
. 16.29. Reasamblarea modelului |
Este posibila adaptarea lui chiar si la articulatoarele medii ITM, folosite destul de des in taranoastra.
Suportul ACCU-TRAC poate fi utilizat de maximum cinci ori.
Transportul modelelor ACCU-TRAC se face cu ajutorul unei casete speciale care prezinta, ca si suportul, un sistem zimtat si un brat mobil cu rol de fixare a modelelor. Aceasta caseta, ideala si pentru conservarea modelelor in modeloteca, poarta denumirea de ACCU-TRAC-TRANS-SYSTEM (ATN-50).
5.3.5. SISTEMUL CRACK-WAFER (MODELUL FRACTIONAT)
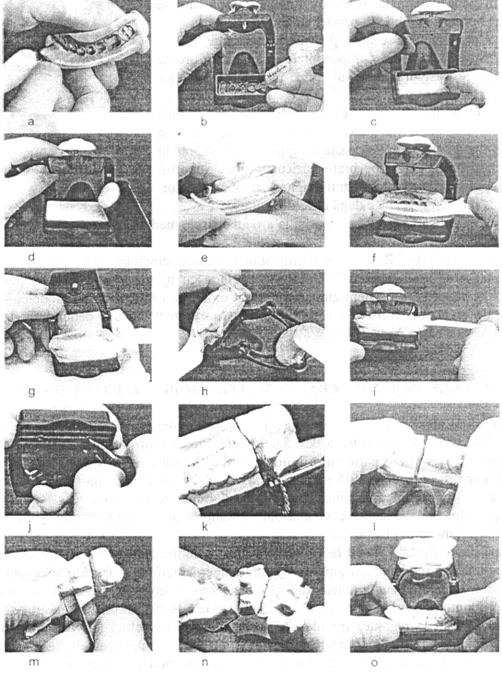
Crack-Wafer' reprezinta un sistem simplu si convenabil din punct de vedere al costurilor. Este compus dintr-o baza de model prefabricata dintr-un gips de model de clasa a 4-a, care este prevazut pe o parte cu o banda subtire sintetica fixata strans de aceasta. Partea opusa are o suprafata retentiva. Dupa preparatia bonturilor sau a cavitatilor pentru incmstatii se realizeaza cu o lingura mica de unica folosinta o amprenta de corectura si o amprenta intr-un singur timp. Dupa scoaterea din cavitatea bucala, amprenta se toama m gips si se aseaza pe Crack-Wafer-ul umezit m prealabil.
Dupa priza gipsului (8-30 de minute, m functie de material), se indeparteaza amprenta. Apoi se sectioneaza modelul din gips m portiunea interdentara cu o freza diamantata. Doar la nivelul primei separatii sau a uneia dintre ele se separa complet, celelalte separatii fiind mobilizate cu ajutorul unui cutit de ceara. Banda inferioara formeaza un living hinge' (arc viu) care asigura accesul la regiunea interdentara, prin mobilizarea bonturilor. Datorita faptului ca suprafetele obtinute pe urma mobilizarii segmentelor se potrivesc unele cu altele, contactul poate fi realizat prin simpla repozitionare. Deci, se obtine un model cu care pot fi modelate si controlate foarte usor suprafetele de contact, lucru posibil si pentru mai multi dinti.
Crack-Wafer pot fi folosit si in cazul metodei amprentei in trei timpi. Pot fi montate pe ocluzoare mici din plastic, permitand astfel si o modelare a suprafetei masticatorii m ocluzia finala. Cu doua Crack-Wafers si o simpla balama se realizeaza cel mai mic ocluzor functional.
Firma GC a lansat pe acest concept sistemul GCLAF System.
Dupa scoaterea din cavitatea bucala, amprenta este preparata' (se indeparteaza resturile de material de amprenta de pe marginea lingurii care ar putea afecta turnarea modelului) -. 16.30.a; se depune vaselina in cavitatea m care se va tuma modelul-. 16.30.b; dupa care se introduce banda subtire sintetica prefabricata cu extremitatea retentiva indreptata in sus-. 16.30.C; se depune gips m cavitatea preparata astfel-. 16.30.d; si in amprenta-. 16.30.e;
. 16.29. Utilizarea sistemulului Crack Wafer (Model fractionat)
dupa care amprenta se rastoama peste cavitatea sistemului pentru a obtine modelul - . 16.30.f;
intr-un mod analog se procedeaza pentru tumarea modelului pentru arcada antagonista - . 16.30. g, h i; se indeparteaza modelul din sistem - . 16.30.J; si acesta se sectionaza cu o freza diamantata - .l6.30.k; se exprima fractiunile modelului sectionat, fie manual - .16.30.1; fie cu ajutoml unei spatule bucale - .l6.30.rn; se obtine astfel un acces excelent in zonele interproximale ale modelului, ceea da posibilitatea unei modelari corecte si in aceste regiuni.
5.4. MODELE REALIZATE PRIN DEPUNERE DE METALE PE CALE GALVANICA
Materialele uzuale utilizate pentru confectionarea modelelor (gipsurile, amalgamele, rasinile, cimenturile sau materiale compozite) prezinta modificari dimensionale mai mult sau mai putin importante. De aceea, m tehnologia modelelor s-au incercat depunerile de metale (pe cale galvanica sau prin pulverizare). Modelele astfel realizate sunt de mare precizie si poseda o rezistenta mecanica deosebita.
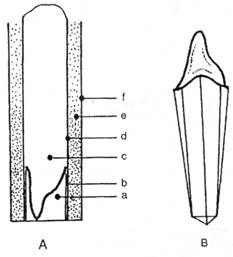
A) Caracteristicile unui model obtinut pe cale galvanica sunt urmatoarele: fidelitatea exceptionala, duritate mare, stabilitate volumetrica (coeficient de contractie 0,2-0,3%) si absenta fenomenelor de imbatranire.
B) Principiul metodei se bazeaza pe depunerea electrolitica pe peretii amprentei a unui strat metalic (0,5-l mm) de cupru, argint sau nichel. in functie de vechimea si starea baii galvanice, se aplica o tensiunea intracraniana sl traumatismul cerebral" class="text">tensiune intre 2,8 si 6 V si o intensitate a curentului de aproximativ 10 mA.
Obtinerea acestui tip de model necesita parcurgerea a trei faze:
a) pregatirea suprafetelor amprentei in vederea depunerii si fixarii straturilor de ioni metalici;
b) depunerea propriu-zisa a ionilor metalici;
c) definitivarea modelului prin aplicarea de gips dur m detaliile ramase libere ale amprentei.
Modelul obtinut pe cale galvanica isi gaseste utilizarea si m realizarea MU pentru incmstatii, coroane partiale si de invelis, PPF si rezolvari compozite.
a) Pregatirea amprentelor
In principiu, orice amprenta poate fi acoperita prin galvanoplastie cu un strat metalic cu exceptia hidrocoloizilor si polieterilor . Amprentele realizate din polisulfuri sunt compatibile numai cu ionii de Ag. in contact cu solutiile electrolitice, amprentele cu polieteri sufera un proces de imbibare, fenomenul limitand indicatia acoperirii galvanice a acestor amprente. , Pregatirea amprentei consta m transformarea ei dintr-un element electrolitic indiferent intr-un corp bun conducator de electricitate. Acest deziderat se obtine prin mai multe metode:
grafitare si/sau acoperire cu o pulbere pe baza de Ag, cu sau Fe;
argintare (reducerea unei sari de Ag dupa un procedeu asemanator celor de obtinere a oglinzilor de Ag);
aplicarea unei suspensii de Ag coloidal (SILBERSPRAY sau GALVANOSPRAY-DETAX).
!n situatia cand amprenta se realizeaza cu ajutorul inelului de cupru, este necesara izolarea cu ceara sau lac a suprafetei exteme a acestuia. Se evita astfel depunerile metalice nedorite la nivelul acestei suprafete.
Dintre procedeele enumerate mai sus, cel mai exact este acoperirea cu o pulbere de Ag, Cu sau Fe, deoarece intre suprafata amprentei si stratul electro-depus nu se mai interpune nici un alt material. Cea mai indicata se pare ca este pulberea de Ag.
b) Electrodepunerea propriu-zisa a ionilor metalici
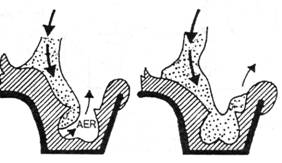
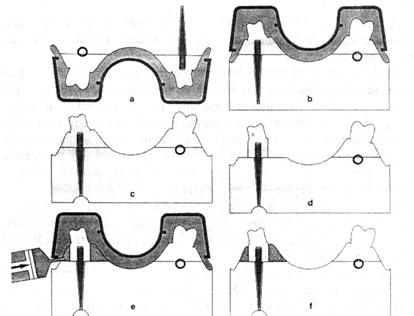
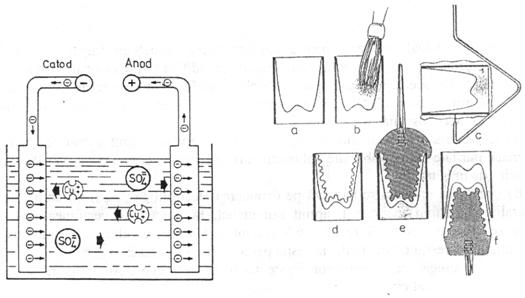
Pentru a intelege mai bine fenomenul chimic al electrodepunerii, descriem si ilustram galvanoplastia cu cupru (. 16.30.).
in mediu apos, sulfatul de cupru (CuS04) sufera procesul de disociatie electrolitica,
descompunandu-se in ioni de cupru (Cu ) si ioni sulfat (S04 ).
La inchiderea circuitului, ionii de Cu sunt atrasi de electrodul negativ (catod) reprezentat de amprenta, depunandu-se pe suprafata acesteia. lonii sulfat sunt atrasi de electrodul pozitiv
|
. 16.30. Electrodepunerea de Cu prin galvanoplastie (schema) |
|
. 16. 31. Etapele galvanoplastiei: amprenta (a); grafitarea (b); izolarea si legarea de catod (c); amprenta dupa electrodepunere (d); turnarea bontului mobil (e); demularea amprentei (f). |
(anod), constituit dintr-o placa de Cu. Anodul emite permanent ioni de cupru, care se vor combina cu ionii sulfat, refacand sulfatul de cupru. Acesta trece in solutie, suferind ulterior procesul de disociatie electrolitica, asigurand astfel continuitatea procesului.
Tehnica de lucru cuprinde urmatoarele etape:
Pregatirea si controlul starii de functionare a baii galvanice si prepararea solutiei electrolitice. Solutia difera m functie de metalul preferat pentru obtinerea modelului. Daca se alege cuprul atunci electrolitul va fi un amestec de sulfat de cupru si acid sulfuric. Redam mai jos formula recomandata de Dermann, care are insa o capacitate de dispersie destul de redusa:
CuS04-5H20 156 g H2S04 42 g H20(distilata) 600 ml
Prezentam compozitia si conditiile de utilizare a-catorva bai electrolitice care pot fi utilizate m laboratoarele noastre de tehnica dentara. ;
A. Bai clasice B. Bai moderne
Preargintare (20 C)
|
Baia cu pirofosfat de cupru (formula standard) (50-60 C si pH 8,2-8,7) , Pirofosfat de cupru 80-l00 g-F1 Pirofosfat de potasiu 200-250 g-l'' Amoniac 2 g-r' Azotat de amoniu 10 g-l'1 Oxalat de amoniu 15 g-r' Densitatea curentului pana la 6 A-dm'2 Baia Kindrick (nichelaj) 60 C, pH 4 Sulfamat de nichel hidratat 600 gT' Clorura de nichel hidratata 5 g-l'1 Acid boric 40 gT' Densitatea curentului pana la 50 A-dm'2 0 agitare viguroasa este indispensabila. |
Cianura de argint 5 g-l'1
Cianura de potasiu 100 g-l'1
Anod de inox
Densitate de curent 1 A-dm'2 sau 10 mA-cm'2
Argintare (baie standard, 20-25 C)
Cianura de argint 30 g-l'1
Cianura de potasiu 50 g-l''
Carbonat de potasiu 45 g-l'1
Hidroxid de potasiu 3 g-l''
Densitatea curentului 0,5 A-dm'2
Agenti de aditie
l,4Butandiol2,5g-l'1
Alcool propargilic 3 g-l'1
Baia Philipps
Sulfat de cupru 225 g-l'1
Acid sulfuric 55 Baume 50 cm3-!'1
Etano 20 cm3-!'
Densitatea curentului 1 A-dm'2
Agenti de aditie
2-6, 2'-7 Acid Naftalendisulfonic 0,5 g-r'
Tiouree 0,005 g-l'1
TribenzilaminaO,! g-l'1
Izolarea suprafetelor metalice ale portamprentei (sau a fetei exteme ainelului de cupru) (. 16.31.).
Legarea amprentei la catod (-) si a placutei de metal (Cu, Ag, Ni) la anod (+).
Introducerea in baia galvanica a solutiei electrolitice.
Conectarea baii electrolitice la sursa de curent deschisa anterior, cu recomandarea ca in primele 30 minute intensitatea curentului pe cm2 (densitatea de curent) sa fie redusa;
Procesul de depunere a ionilor metalici se desfasoara timp de 4-l2 h;
In ultimele doua ore se creste tensiunea curentului la 4V (maximum 6V) pentru a obtine in fmal o depunere mgoasa necesara retentionarii materialului de completare (gipsuri dure, rasini epoxidice etc.),
La sfarsitul timpului de lucru, dupa intreruperea prealabila a sursei de curent, portamprenta cu amprenta se scoate din baie si se verifica;
c) In amprenta se depune unul din materialele de completare a modelului, acesta realizandu-se de obicei cu bonturi mobilizabile, prin unul din procedeele descrise anterior.
5.5. MODELE REALIZATE PRIN defunere DE ALIAJE PULVERIZATE SISTEMUL METALLOMAT
A) Principiul metodei consta in pulverizarea unui aliaj usor fiizibil (compus din bismut, zinc, argint si plumb) cu interval de topire intre 138-300 C. Pulverizarea se face cu ajutorul unui pistol direct pe suprafata amprentei. La noi in tara, ca aliaj usor fuzibil, mai cunoscut este melotul.
Modelele obtinute prin aceasta tehnica, (lansata in anul 1978) prezinta o stabilitate volumetrica inferioara celor realizate pe cale galvanica. De asemenea, rezistenta la abrazie este mai mica decat a modelelor galvanoplastice sau a celor confectionate din rasini epoxidice.
B) Indicatii: in timp ce Korber si Ludwig indicau sistemul METALLOMAT pentm metalizarea tuturor amprentelor elastice (hidrocoloizi ireversibili si toata gama de elastomeri), Landez considera ca amprentele luate cu hidrocoloizi nu beneficiaza de aceasta tehnica.
Sunt contraindicate amprentele cu mase termoplastice (chiar si cele rigid-elastice m care componenta rigida este o masa termoplastica), deoarece temperatura aliajului pulverizat poate antrena deformari ale materialului.
C) Tehnica de lucru.
Amprenta se spala si se usuca, indiferent de materialul de confectionare. Amprentele realizate din polieteri trebuie incalzite inainte de a fi acoperite cu metal (in incinta aparatului). Peretii reci reprezinta obstacole la scurgerea perlelor metalice m cele mai fine detalii ale amprentei.
Se incalzeste aliajul usor fuzibil (pe baza de zinc si bismut) pana la 300 C, dupa care acesta este pulverizat asupra amprentei cu ajutorul unui pistoP', parte integranta a aparatului METALLOMAT. Procesul are loc intr-un timent inchis al aparatului, prevazut cu doua orificii (pentru mainile operatomluj) si o vizeta. Operatiunea dureaza cateva minute pana cand stratul de metal atinge grosimea de circa 1 mm. in fmal, amprenta se umple cu materialul de completare, care poate fi un gips dur sau un polimer.
5.6. MODELE DE LUCRU CU BONTURI MOBILIZABILE SI
CAPE DE TRANSFER
Uneori, amprentarea concomitenta a mai multor preparatii nu este satisfacatoare pentru obtinerea unui model suficient de exact. in asemenea cazuri se indica utilizarea capelor de transfer (COPINGS) care se confectioneaza pe modelul obtinut in urma acestei prime amprentari.
Capele de transfer (COPINGS-urile) pot fi din metal (CAVEX) sau polimeri PALAVIT (. 16.32.).
Capele de transfer prezinta o fenestrare ocluzo(incizo) - vestibulara, care asigura posibilitatea de verificare a adaptarii capei pe campul protetic. Pe suprafetele externe ale capelor se realizeaza retentii (. 16.32.a si b.) in care patmnde materialul de amprenta. Capele de transfer se insera pe campul protetic, apoi se ia o supraamprenta pe baza careia se toarna un model deosebit de fidel.
Capele de transfer sunt utile pentru:
realizarea unor amprente de situatie fidele;
controlul sau stabilirea relatiilor intermaxilare la nivelul ocluzal;
controlul exactitatii modelelor inainte de confectionarea protezelor unidentare sau a puntilor.
Capele de transfer nu trebuie sa modifice relatia de ocluzie si nici sa sufere deformari de-a lungul diferitelor etape de lucru. Capele dm polimeri sunt mai ieftine, dar pentru a nu se deforma, peretii capei necesita o anumita grosime. Cand grosimea peretilor in zona cervicala devine un impediment se apeleaza la capele de transfer metalice (. 16.33.b).
. 16.33. Cape de transfer: cape din argint (a); cape din polimeri (b); bont mobilizabil si capa de transfer (c); pin - tija de condiicere^f); bont individual (2), capa de transter (3); material de amprenta (4); lingura (5).
6. MODELELE DUPLICAT IN TEHNOLOGIA PROTEZELOR FIXE
In cursul confectionarii protezelor fixe apare frecvent necesitatea confectionarii unul model duplicat. Tehnologia clasica si avantajele acestor modele din mase de ambalat sunt cunoscute. in ultimul deceniu au intervenit foarte multe schimbari in tehnologia duplicarii modelelor. Nu este locul sa le descriem. Vom aminti doar o noua indicatie a duplicarii: obtinerea unor modele de tip special din materiale extrem de dure.
6.1. MODELE SPECIALE DIN MATERIALE EXTREM DE DURE
Scopul final al acestui tip de duplicare este realizarea unor modele identice cu cele de lucru, dar confectionate din materiale cu o rezistenta si densitate mult superioare modelului initial. Deoarece modelul de lucru nu se poate tuma sub presiune datorita structurii si proprietatilor materialelor de amprenta utilizate m clinica, devine necesara obtinerea unei amprente cu proprietati speciale care sa corespunda conditiilor de tumare a acestor modele. Asadar, succesul metodei depinde in mare masura de calitatile amprentei duplicatoare.
Pana in anii '80, m laboratoarele dentare, amprentele duplicatoare se realizau doar din hidrocoloizi reversibili sau elastomeri de sinteza. Deoarece aceste amprente se confectioneaza m afara cavitatii bucale (in alte conditii de temperatura si umiditate) pot apare modificari ale fidelitatii de redare si frecvent incluziuni de aer.
Pentru a elimina aceste inconveniente Morin, Valentin si Dauriac au propus o metoda noua, ce consta m polimerizarea sub presiune a elastomerilor de sinteza care amprenteaza modelul de lucru.
Tehnologia presupune existenta unui aparat de polimerizare sub presiune. Etapele se succed in urmatoarea ordine:
izolarea si lubrefierea modelului de lucru;
prepararea elastomemlui de consistenta chitoasa si aplicarea lui intr-o portamprenta corespunzatoare;
prepararea si injectarea cu o seringa speciala unui silicon fluid atat la nivelul preparatiilor de pe modelul de lucru, cat si pe suprafata siliconului chitos;
aplicarea centrata a portamprentei pe model;
ansamblul model/amprenta se introduce intr-un aparat, m care, timp de 6-7 minute, se aplica pe portamprenta o presiune de 2 kg/cm2;
dupa definitivarea prizei materialelor de amprenta, se demuleaza amprenta.
Suprafata acesteia este mult mai densa, mai omogena si mai exacta decat cea a unei amprente similare realizata m cavitatea bucala.
in fond, tehnica de amprentare descrisa este similara cu tehnica amprentei dublului amestec din cabinet. Ulterior, pe baza acestei amprente se pot obtine modele exacte si extrem de dure, prin diferite tehnologii (electrodepunere de metale, injectare de rasini epoxi poliuretani).
Recent, Coupe si Martin au descris o tehnica de realizare a modelelor duplicat, pe baza unor amprente luate cu hidrocoloizi ireversibili. Tehnica foloseste rezultatele lui MORIN, VALENTIN, DAURIAC si observatiile referitoare la precizia mare a alginatelor si gipsurilor vibrospatulate. Metoda este indicata m duplicarea oricaror modele de lucru. Se prefera hidrocoloizii ireversibili, deoarece cei reversibili necesita o tehnologie mai complicate si pot altera suprafata materialului din care se confectioneaza modelul. Tehnica se deruleaza astfel:
Se derentivizeaza modelul de lucru;
Se izoleaza modelul de lucru prin imersie timp de 2-3 minute intr-un bol cu apa si se lubrefiaza;
Alegerea unei portamprente, de preferinta metalica cu perforatii;
Vibromalaxarea alginatului predozat, aplicarea pe model a portamprentei incarcate cu materialul de amprentare;
Introducerea intr-un aparat (de polimerizare) la o presiune de 2,5 kg/cm , pe durata gelificarii (care se realizeaza fara sursa de caldura si in absenta apei). Dupa priza alginatului se mentine inca patru minute pentru defmitivarea reactiei de priza;
Dezinsertia amprentei;
Confectionarea modelului (modelelor) duplicat din gips extradur vibrospatulat sau preparat cu vacuum-malaxorul (R-MIX), procedeu care contribuie decisiv la cresterea duritatii modelului.
Amintim ;si sistemul CPS al firmei DENTONA, care apeleaza la o serie de materiale specifice (de ambalat, duplicat si tumat).
7. HIGH-TECH, UN SISTEM DE MODEL DE LUCRU SI MODEL DUPLICAT
Elmar Rath, autorul sistemului HIGH-Tech, a utilizat pentru conceptia acestuia proiectarea asistata pe calculator.
HIGH-Tech este un sistem foarte usor de aplicat, functional, simplu, robust si economicos in ceea ce priveste consumul de materiale (gipsuri, mase de ambalat etc). A fost lansatin 1990.
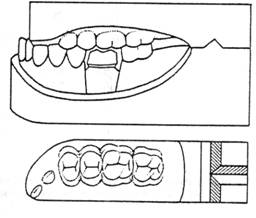
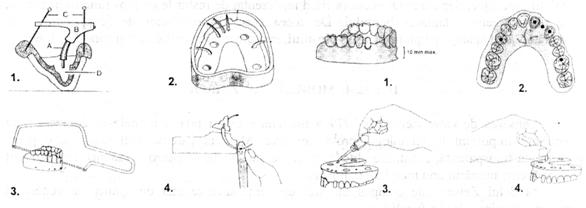
Sistemul HIGH-Tech se compune dintr-o placa de pozitionare cu inele de lixare, o placa de lucru si una de duplicare. (. 16.34.a si b)
.16.34. Sistemul HIGH-TECH:parti componente si primele etape de lucru: placa de pozitionare cu inelele de fixare (a); placa de lucru si placa de duplicare (b); marcarea pe amprenta a frenului si a spatiilor retromolare (c); turnarea materialelor din care se confectioneaza modelul in amprenta si placa de baza (d); centrarea amprentei in placa de baza, respectand marcajele (e); numerotarea segmentelor (t).
7.1. ETAPE DE LUCRU
Igienizarea si degresarea amprentei;
Marcarea pe amprenta a frenului labial, respectiv a spatiului retromolar sau tubercului piriform (. 16.34. c);
Vacuum-malaxarea pastei de gips (80-l50 g m functie de amprenta) sau a unor materiale compozite (tip rasina epoxi) si tumarea lor in amprenta si in placa de baza (.l6.34.d);
Centrarea amprentei fata de placa de baza in functie de marcajele facute pe amprenta (.l6.34.e);
Dupa priza materialului se demuleaza amprenta, se desprinde modelul din placa de baza si se numeroteaza fiecare segment (.l6.34.f);
Cu un disc diamantat se sectioneaza modelul pomind dinspre baza soclului (.l6.35.a);
Segmentele se transfera pe placa de lucru cu dimensiuni inteme modificate (pentru a compensa expansiunea finala a gipsului) (.l6.35.b). Rolul placii de lucm este obtinerea unui model de inalta precizie. Se fixeaza inelele de imobilizare ;
Se monteaza modelele in articulator;
Daca se urmareste duplicarea modelelor se utilizeaza placa (suportul) pentru duplicare.
. 16.35. Etape de lucru cu HIGH-TECH (continuare): sectionarea segmentelor cu un disc diamantat (a); pozitionarea segmentelor in placa de lucru (b); placa de baza poate fi utilizata la confectionarea SPLlT-CAST-ului necesar montarii model
8. INFLUENTA CULORII MODELULUI ASUPRA CULORII RESTAURARILOR CORONARE
Aprecierea culorii restaurarilor coronare, precum si corectarea acesteia se fac m contextul vizualizarii sub influentele date de culoarea modelului, dar si a mediului inconjurator. Astfel o nuanta A3 va fi perceputa ca fiind mai inchisa sau mai deschisa, in functie de influentele amintite, perceptia eronata putand duce la corecturi' de culoare cu efecte mai mult sau mai putin negative asupra aspectului estetic final al restaurarii in cavitatea bucala.
Perceptia intensitatii sau a luminozitatii unei nuante precum si modificarile acesteia se ealizeaza prin schimbari intemeuronale complexe, la nivelul sistemului nervos central al )mului. Culoarea dentara reala se suprapune culorii complementare a modelului, perceptia finala iind o culoare combinata. S-a trecut, astfel, la efectuarea unor teste cu CMMC, fiind utilizata ;eramica VINTAGE HALO (Shofu) - THE BEST, cu nuantele A2 , D2, 2 arsa pe cape din aur ;i nuante mai inchise, As^, Ds, 4 arsa pe cape din aliaj de Pd. Cercetarile ative in lirectia influentei culorii gipsurilor de model asupra resaturarii protetice sunt redate m tabelul de naijos:
|
Producator |
Gips |
Culoare |
Modificari de culoare pe cape din aur |
Modificari de culoare pecape din Pd |
|
Dentona |
Dento-rock 280 |
Alb |
Gri - bej |
Bej |
|
GC |
Fujirock EP |
Alb |
Gri - bej |
Bej |
|
GC |
Fujirock EP |
Pastel |
Gri - bej |
Bej |
|
Dentona |
Esthetic - base 300 |
Vanilie |
Maro - bej |
Bej |
|
Dentona |
Esthetic - base 300 |
Fildes |
Maro - bej |
Bej |
|
Dentona |
Sockel-plaster GT 160 |
Galben-lamai |
Murdar |
Bej |
|
Dentona |
dento-rock 280 |
Galben |
Gri |
Murdar |
|
Heraeus Kulzer |
OCTA flow |
Galben |
Gri |
MLirdar |
|
Dentona |
Hydro-rock 270 |
Galben inchis |
Gri verde |
Gri verde |
|
Dentona |
Esthetic-base300 |
Caisa |
Gri deschis |
Gri |
|
Heraeus Kulzer |
OCTA-RE |
Caisa |
Gri deschis |
Gri |
|
Dentona |
Hydro-rock 270 |
Crem |
Alb vechi |
Neutru |
|
GC |
Fujirock EP |
Maro-auriu |
Alb vechi |
Bej |
|
Dentona |
Esthetic - base 300 |
Maro-auriu |
Alb vechi |
Bej |
|
Dentona |
Dento-stone 180 |
Maro |
Neutru |
Galben |
|
Whip Mix |
Resin - rock |
Gri |
Galben |
Galben |
|
Dentona |
Dento-rock 280 |
Gri |
Galben |
Galben |
|
Heraeus Kulzer |
OCTS StoneNF |
Gri |
Galben |
Galben |
|
Dentona |
Dento-rock 280 |
Verde |
Bej |
Maro-deschis |
|
Dentona |
Hydro-rock 180 stone |
Menta |
Bej |
Maro-deschis |
|
Dentona |
GT160 |
Verde petrol |
Bej |
Maro-deschis |
|
Dentona |
Hydro-stone 180 |
Piersica |
Alb vechi |
Galben-olive |
|
Dentona |
Dento-stone 180 |
Roz |
Alb vechi |
Galben |
|
Dentona |
Sockel - plaster GT 180 |
Rosu gingival |
Alb vechi |
Galben |
|
Dentona |
Blue - base sympathico |
Albastru deschis |
Alb |
Alb mai deschis |
|
Dentona |
Blue - base sympathico |
Albastru mediu |
Alb |
Alb mai deschis |
|
Dentona |
Blue - base sympathico |
Albastru intens |
Alb |
Alb mai deschis |
|
Dentona |
Sockel - plaster GT 160 |
Albastru regal |
Alb |
Alb mai deschis |
|
Dentona |
Sockel - plaster |
Albastru |
Alb |
Alb mai deschis |
|
Heraeus Kulzer |
OCTA-flow |
Albastru azuriu |
Alb |
Alb mai deschis |
|
Whip Mix |
Resin Rock |
albastru |
Alb |
Alb mai deschis |
9. MODEL INTEGRAL DE LUCRU PENTRU PROTEZE FIXE
Metoda traditionala de elaborare a modelelor de lucru pentru proteze fixe conserva o erie de informatii de ordin protetic: volumul dintilor preparati, raportul cu dintii vecini, recizarea limitelor preparatiei si facilitatile de acces la aceste limite m timpul etapelor de lefuire si finisare a lucrarilor. Aceste informatii sunt obtinute datorita:
fractionarii modelului (Pindex, Zeiser, Accu-Trac, Di-Lock) care permite individualizarea fiecarui suport dentar al lucrarii, realizand un model unitar (MU). Acesta este mobilizabil, putand fi repus foarte precis la locul sau pe modelul de lucru;
slefuirea fiecarui MU care consta in eliminarea prin frezare pentm reproducerea tesutului gingival injurul limitelor cervicale.
Fractionarea si slefuirea stau la originea pierderilor de informatii parodontale foarte importante, cum ar fi:
distructia gingiei interdentare;
distructia raporturilor existente intre linia terminala a preparatiei si gingia marginala;
pierderi ale formei crestelor edentate (in particular pentm puntile imtare);
subconturari sau supraconturari cervicale, aproximari ale profilului de emergenta;
dificultati de dimensionare ale ambrazurilor proximale ale dintilor stalpi. La acestea se adauga si consecintele nefaste din punct de vedere estetic:
dificultati de situare a limitei cervicale a capei in functie de incidenta luminii in raport cu parodontiul marginal;
modificari ale aprecierii umbrelor din cauza fractionarii si slefuirii;
greseli de apreciere a profilului de emergenta;
modelaj eronat a formelor din cauza perceptiei vizuale perturbate de liniile verticale ale fractionarii.
Pe modelele de lucru ale RPF, simularea gingivala a fost m mod curios ignorata, inaintea sosirii pe piata a unor noi materiale de amprenta.
j Amprenta se ia cu materiale de tipul siliconilor cu reactie de aditie (de exemplu Gimask-Coltene, Gingifast-Zhermack) sau polieteri (de exemplu, Vestogum-ESPE). Avantajele acestor materiale sunt numeroase si permit rezolvarea unor parti din problemele datorate pierderii de informatii parodontale evocate mai sus. Inconvenientul lor major rezida in faptul ca gingia marginala, datorita deformabilitatii sale este, m general, supradimensionata.
Modelul de lucru integral propus raspunde urmatoarelor cerinte:
conservarea m totalitate a informatiilor parodontale si de ordin estetic;
permite realizarea de machete si de lucrari protetice pe MU mobilizabile conform tehnicilor clasice;
face apel la materiale si tehnici obisnuite pentru laboratorul de tehnica dentara. Acest model se prezinta in trei etaje: primul prezinta informatii de ordin parodontal, al doilea este constituit din elemente strict protetice. Situatia din cavitatea bucala, astfel reprodusa, ofera toate garantiile unei reusite depline. Un al treilea etaj este constituit dintr-un soclu dublu, care permite eventualele controale de ordin ocluzal si odontologic, demontarea si remontarea foarte usoara a modelului de lucru in articulator. Acest model a fost imaginat si creat de Michel Moinard.
Materiale necesare:
vacuum malaxor;
vibrator-masuta vibratoare;
soclator;
generator de vapori;
sistem Pindex;
lupa bioculara; .
gips tixotropic (Fuji Rock-GC, Hydrastone-Flamarc);
ceara Disclosing Wax-Kerr;
cianoacrilat-Renfert;
- tije de repozitionare PX 112, 114, 115 cu teaca alba;
- freze de slefuit diamantate-sferice;
- freze Komet H 79 E040;
- spray izolant pentm gips. Precautii
Pentru realizarea acestei tehnici care presupune doua turnari ale amprentei, se exploateaza doar amprentele cu siliconi de aditie (Vinilpolisiloxani) si cu polieteri (Impregum-ESPE). Sunt excluse, astfel, amprentele in alginat si hidrocoloizi reversibili.
Prima turnare a amprentei se face astfel incat sa se obtina un mic soclu de gips. Dupa ce gipsul a facut priza (in jur de 30 de minute), modelul este demulat si slefuit la soclator, ceea ce permite reglarea inaltimii soclului la aproximativ 8-l0 mm plecand de la nivelul dintilor. Modelului astfel obtinut i se aplica apoi pinurile conform procedeului Pindex la nivelul fiecarui stalp protetic, precum si dintilor adiacenti stalpilor.
Modelul se sectioneaza pentru individualizarea fiecarui dinte stalp si pentru fiecare dinte idiacent. Tijele de repozitionare sunt lipite pentru fiecare stalp si pentru dintii adiacenti. Aceste MU sunt preparate axial pentru realizarea unor radacini false de forma conica.
Pentru MU al dintilor stalpi se realizeaza cu freza sferica diamantata (diametrul de 3-4 'nm) o strangulare la nivelul limitelor preparatiilor sau mai apical, daca amprenta permite itingerea santului gingival. Aceasta operatie se aseamana cu un slefuit clasic, dar se limiteaza la 3 strangulare regulata. MU ale dintilor adiacenti sunt reduse m mod precis pana la limita ;ervicala a coroanelor clinice evidentiate in amprenta. Toate MU sunt repozitionate in amprenta ientru a verifica adaptarea lor perfecta. in aceasta etapa se mai pot face diverse retusuri. >trangularea MU este umpluta in exces cu ceara Disclosing Wax-KERR. Se realizeaza astfel o nnplere a contra-spatiului creat de strangulare, dar se realizeaza si o amortizare la nivelul ietaliilor foarte fine ale gingiei marginale.
Tijele de repozitionare a fiecarui MU sunt prevazute cu o teaca alba a carei retentie este )lasata m partea falsei radacini. Pe fiecare MU se aplica o picatura de cianoacrilat, pe toata luprafata bontului, inainte de a fi repozitionata foarte fix in amprenta. Cianoacrilatul mobilizeaza perfect MU-ul m amprenta si intareste suprafata bontului.
A doua turnare a amprentei cu MU in pozitie este realizata in conditii obisnuite. Se oama o grosime suficienta de gips, lasand sa proemine doar tocul tijelor de repozitionare. Dupa eactia de priza a gipsului (30 de minute) modelul este demulat. Acesta este apoi spalat cu ^apori, in particular la nivelul limitelor preparatiilor dentare, pentru eliminarea cerii Disclosing Vax. Se pune astfel m evidenta santul gingival m mod clar, m jurul bonturilor si sub gingia nargmala. Trebuie controlat cu lupa binoculara daca santul gingival este perfect liber si daca aanevrarea nu a dus la fracturarea gingiei marginale sau interdentare reprodusa in gips. MU ale lintilor preparati si ale dintilor adiacenti sunt indepartate de pe model, acesta fiind slefuit la oclator pentru a permite atasarea unui soclu cu baza dubla. Acest model este apoi trecut istemului Pindex pentru a i se instala trei tije de repozitionare PX 112 cu teaca: doua in regiunea istala si una in regiunea anterioara, avand amplasari care nu modifica orificiile diferitelor tije reexistente m MU. MU sunt inlocuite pe model inaintea realizarii soclului primei baze rmonizate (Split Fix), Ansamblul este foarte precis si nu permite nici o mobilitate in nici un lan.
Modelul integral se prezinta ca un sistem cu trei nivele:
- MU ale bonturilor si dintii adiacenti sunt mobilizati de pe modelul reprezentand nsamblul gingivo-dentar, fara nici o linie de fierastrau vizibila, fara ca slefuitul sa perturbe iproducerea parodontiului marginal.
acest model dento-parodontal este angrenat global pe un soclu care constituie una dintre cele doua baze armonizate.
soclul este repozitionabil precis pe a doua baza armonizata. Avantajele metodei
in laborator restaurarea morfologiei dentare cu machete din ceara este mult facilitata si ameliorata gratie mai multor cauze:
modelul integral reproduce in totalitate arcada fara distructiile legate de fractionare si slefuire; aprecierea vizuala a volumelor protetice care sunt mult mai aproape de realitatea clinica
prezenta gingiei marginale m gips este un ghid pretios pentru elaborarea profilului de emergenta al machetelor sau lucrarilor care m acest fel nu pot fi supraconturate;
mentinerea gingiei interdentare si absenta supraconturarii cervicale permite reglarea precisa a morfologiei ambrazurilor si deci a tuturor zonelor axiale.
in situatia unei amprente m silicon, acesta nu permite decat cel mult controlul lucrarii;
rezilienta si supradimensionarea siliconului sunt factori de imprecizie m zona marginala. In fine, trebuie semnalat ca este posibila realizarea tuturor elementelor unei proteze pe acelasi model delucru.
Concluzii
Respectarea volumelor parodontale reproduse in gips sunt date pretioase, dar constituie
constrangeri necrutatoare care necesita o maiestrie in derularea etapelor clinice care permite obtinerea modelului integral.
Prepararile dintilor stalpi sunt facute cu mare minutiozitate la nivelul parodontiului marginal si al gingiei interdentare.
Examenul parodontal protetic nu poate fi omis sau aproximat.
Accesul la limitele preparatiilor intrasulculare trebuie sa permita o amprenta de calitate care sa prezinte o buna vizibilitate a acestora.
Recurgerea la proteze provizorii se impune constant.
Exigentele urmatoare, care sunt foarte frecvent subestimate, permit garantarea unei adaptari cvasiperfecte a lucrarilor in cavitatea bucala:
respectarea parodontiului marginal si precizia de adaptare cervicala sunt evidente;
gingia interdentara este respectata, nu comprimata;
contactele interdentare sunt foarte bine reproduse;
imperativul estetic (volum, umbre, incidenta luminii) sunt mai bine luate in considerare si favorizeaza elaborarea protezelor metalo-ceramice adaptate mai bine pentru fiecare caz m parte. Reamintim ca acest protocol nu este aplicabil pentru amprentele luate m hidrocoloizi.
10. SFATURI CU PRIVIRE LA MODELELE TRADITIONALE
Tehnologia modelelor s-a perfectionat, materialele diversificandu-se mult in ultimele doua decenii
Tehnologia si materialele noi necesita dotari speciale costisitoare, dar care pertnit realizarea unor proteze mult mai exacte;
Indiferent de tehnologia si materialele folosite, intre campul protetic si model vor exista anumite diferente. Cauzele sunt reprezentate de modificarile volumetrice ale materialelor (de amprenta si model), care apar in cursul prizei, depozitarii si a diferentelor de temperatura la care se manipuleaza. Acestea nu pot fi eliminate ci doar diminuate, prin realizarea unor sinergisme intre cele doua tipuri de materiale si intre acestea si tehnicile de lucru.
La ora actuala, modelele care ofera posibilitatea mobilizarii bonturilor au castigat mult teren, existand tehnologii perfectionate care pretind utilizarea asociata a unor materiale deosebit de dure (gipsuri extradure sau materiale compozite).
La modelele cu bonturi mobilizabile, expansiunea de priza a soclului poate determina modificari de pozitie prin bascularea bonturilor. Aceste efecte nedorite se pot reduce prin micsorarea expansiunii soclului si a stabilizarii modelului propriu-zis astfel:
confectionarea atat a modelului propriu-zis, cat si a soclului din acclasi material (pentru ca diferenta de expansiune sa dispara sau sa fie minima);
modelul astfel realizat nu se utilizeaza minimum 24 de ore;
este de dorit utilizarea cu predilectie a pinurilor duble cu teaca;
Chiar si la sistemele modeme (ACCU-TRAC sau HIGH-TECH) la care soclul se toama m placi dure de pozitionare, pot apare in model tensiuni inteme datorita expansiunii materialului din care acesta se confectioneaza. Este posibila si aici aparitia unor malpozitii ale bonturilor mobile.
in tehnologiile modeme este de preferat ca:
atat gipsurile, cat si alte materiale sa fie malaxate in vacuum si turnate sub vibrare;
cand nu se procedeaza astfel si materialele se malaxeaza manual in boluri, apar fenomene de sedimentare cu alterarea straturilor superioare, prin acumulare de apa la aceste nivele;
pentru a diminua deteriorarea straturilor superficiale (ocluzale) ale bonturilor, amprenta nu se va separa de model decat dupa priza finala a materialului din care se confectioneaza modelul.
Cu cat modelul realizat dintr-un gips dur se depoziteaza mai mult la temperatura camerei, cu atat ii sporesc proprietatile de rezistenta (valori maxime m acest sens se obtin dupa sapte zile la o temperatura de 23C si umiditate ambianta de 50%).
Inainte de tumarea modelului, orice amprenta luata cu un material elastic trebuie uscata.
Dintii artificiali clasificarea lor din punct de vedere al formei si al materialului din care sunt confectionati. Conditii impuse dintilor [...] |
Aspecte morfologice si patologice ale parodontiului Prin termenul de parodontiu se intelege totalitatea tesuturilor ce acopera si sustin d [...] |
CONSERVAREA STRUCTURILOR DURE DENTARE Unul din principiile de baza ale prepararii dintilor pentru o RPF cste conservarea unei cantitati cat mai [...] |
Copyright © 2010 - 2025
: eSanatos.com - Reproducerea, chiar si partiala, a materialelor de pe acest site este interzisa!
Informatiile medicale au scop informativ si educational. Ele nu pot inlocui consultul medicului si nici diagnosticul stabilit in urma investigatiilor si analizelor medicale la un medic specialist.
Termeni si conditii - Confidentialitatea datelor - Contact